一、摘要
介绍全自动粉粒包装机的生产工艺,变频器两种应用方案的电路设计及工作工程和调速方法。
二、关键词
生产工艺、变频器、电路设计
三、引言
全自动包装机是由操作人员将单边封口的包装袋放在供袋库位置,包装机自动完成取袋、送袋、装袋等一系列工序,最后送到夹口机将未封的袋口进行整形与立袋输送一起将物料送至折边机进行折边,折边机与立袋输送一起将物料送至自动缝纫机进行封口工序。
在全自动包装机中封袋口机构主要由夹袋口、折边、立袋输送、缝纫机等四个部分组成,具体位置见图1虚线内的部分。

为了保持物料带在立袋输送机上运输过程中保持物料带形状不发生变化,保证折边缝口平整美观,提高封口率,必须保持缝纫机、折边输送机、夹口输送机和立袋输送机水平输送速度一致,但由于加工误差、输送皮带拉伸和打滑等多方面因素影响,只靠机械加工或机械调整很难保证,所以采用以缝纫机速度为基准,折边电机、夹口电机和立袋输送电机变频调速的方法来解决上述问题。
四、方案
采用多圈电位器调速,数字量输入控制电机正反转,具体方案如下:
4.1 电路设计:通过3个电位器调整频率,变频器控制控制端子接线:V1、V2、V3—电位器,OP6—正转控制输入,OP7—反转,OP8—复位,CM—公共输入端子,TA、TC—故障报警输出。
4.2 变频器参数设置:F114=0.5, F115=0.5, F204=3, F206=2, (如果不采用PLC需设置为3)。
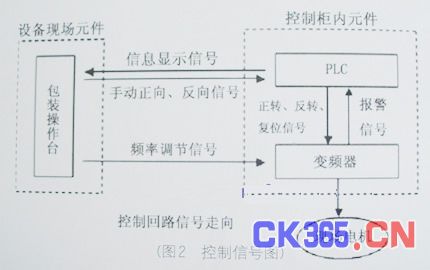
4.3 变频器工作过程及调速方法:由于变频器安装在控制柜内,位置距离控制现场较远,所以降3个变频器的调速电位器安装在可以直接观察到设备运行的现场操作台上,便于操作人员直接观察设备进行调频操作,在工作过程中如果发现有不合格产品通过,(如包装袋破裂等),可以将设备切换到手动操作状态,按下操作台上“反向输送”按钮,3个变频器同时控制电机反转,将物料运输下线。具体控制信号走向如图2所示。
五、结束语
该方案调速简单、便捷,控制环节少,出现故障易于检修,但做细微速度调整时,需要依靠操作人员的经验。电位器必须有所定机构,电位器可以在调整结束后任意位置所定,避免电位器旋转端与其他物体接触发生旋转而改变变频器频率。






