1 引言
程控变频钢球加工机床是我公司主导产品,产销量居国内首位,并批量出口美、德、日、韩、意大利等国。产品设计吸收了国内外多项先进技术,本文就电气传动控制部分进行阐述。
九十年代以来,变频传动技术日臻完善,其调速稳定,节能降耗,方便可靠等优点突出,已完全取代原来的滑差调速和直流调速。而可编程序控制器易于编程,易实现传统的继电器控制不能实现的许多功能。PLC与变频器的系统集成自动化已成为产品设计时的首选解决方案。RS485通讯只需用两根线,安全可靠且传输距离远被广泛应用在变频器和PLC上,这就使变频器与可编程序控制器通讯极为便利,低廉的成本也提高了产品的竞争力。
2 工艺过程简述
研磨机的主要动作为转动研磨盘由主减速电机经一对三角皮带轮,通过卸荷带轮内的花键幅带动主轴旋转获得,输球料盘由减速电机经过一对链轮传递蜗杆减速箱,减速后由料盘内的直齿轮啮合带动料盘旋转。两者均需要选用不同的转速来加工不同系列的钢球,为此均选用变频调速。为了安全期间,在系统中也加上了机床运转保护功能。如主轴运行监控接近开关,装在机床的主轴大皮带轮上,随时监视研磨盘的运动状态,防止皮带打滑造成研磨盘卡死,当转速低于正常值时,就停车报警;料盘除设有转速检测外,还加有堆球时快速停机,在设定时间内若恢复正常则重新自动运行的保护。
3 系统硬件设计
3.1 单自动化平台
艾默生CT的EC10系列小型PLC因其运行速度快、通讯组网能力强、编程灵活、仿真模拟运行方便、程序保密性强、抗干扰能力强、性能稳定可靠,钢球研球机成为钢球研球机PLC首选的自动化平台。根据工程经验,爱默生EV1000系列变频器故障率能极低,能实现高转矩、宽调速范围驱动,有优越的防跳闸性能,对恶劣电网、高温、潮湿和粉尘有较大的适应能力,能较好满足钢球专用加工设备的多样化的使用环境,可以实现单品牌同平台技术集成,也成为项目设计的首选。由此项目通过选用爱默生的EC10-1614BRA小型PLC及EV1000-4T0055G和EV1000-2S0007G变频器,达到了单一自动化平台技术集成,例如EC10系列PLC对艾默生CT系列的变频器有简洁的通讯指令,一条指令即可控制变频器的运行控制。
3.2 电气原理设计
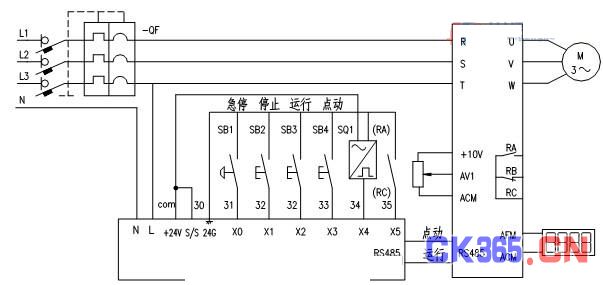
系统主电机电气原理(料盘电机控制与主电机同)如图1所示。为了用户调速及监控运行速度,电动机转速由电位器调节,其数值由线性数显表显示,不通过通讯控制。主令按钮线直接接于PLC的开关量输入点上。PLC——变频器对电机的启动、停止、点动功能采用通讯控制方式,使用双绞线通过RS485口来实现PLC对变频器的启停控制,这样极少占用PLC的输出点,也无需用接触器控制,降低了机床的成本。EV1000的RS485口直接端子连接,极为方便。但需要注意的是RS485口“+”,“—”极性不能接反,否则将无动作。因变频器本身具备过电流,过电压,欠电压,接地,过热和过载等多项保护功能,一旦异常故障发生,常开点RA,RC闭合,变频器立即停止输出,将断开所有的动作并停车报警,我们将其接入PLC的输入点来控制。变频器故障时可查看变频器屏幕上显示内容,对照变频器使用说明书异常原因及处置方法,采用相对应的措施进行处理即可。变频器多项对输出的保护功能使我们无须对电动机另加保护环节,直接接于变频器的输出端子上即可。针对变频器的输入端保护相对较为薄弱,在输入端加上无熔丝断路器QF实现反时限热保护。