透明导电氧化物薄膜(TCO)的激光烧蚀通常使用的是纳秒调Q激光器。随着合适的超短脉冲激光系统的供应增加,制造商面临着是否要投资新的激光系统以实现更高的加工质量和生产率。采用衍射光学元件,例如光束整形元件和分光镜,以及现有的基于纳秒激光器的制造系统,可以提高薄膜烧蚀的表现,例如更高的加工质量和效率。
为了突出激光光束整形的优势,用Nd:YVO4二极管泵浦固体激光器(DPSSL)来加工氧化铟锡(ITO),使用了不同的衍射平顶光束整形元件和四倍分光镜。生成的平顶激光光束轮廓可以用小的脉间重叠来进行连续的刻线;例如以极高的刻线速度进行。分光镜是用来实现平行加工,以提高效率以及实现激光能量的可持续利用。
薄膜激光加工
激光加工已经成为薄膜制备中不可或缺的制造技术。尤其是在薄膜太阳能电池加工中,由单个的沉积功能层构成的激光结构通常是用二极管泵浦固体激光器来完成的,采用的是高斯光束轮廓、不同的波长和脉冲长度(纳秒级范围)。激光刻线过程一般被分成P1(构成透明导电氧化物层)、P2(在半导体吸收层上刻图)以及P3(在接触层上刻图)。

图1:高斯光束(左边)和平顶光束(右边)对激光薄膜造成不同的烧蚀表现:激光光束轮廓的截面(a),激光烧蚀形成的圆形和矩形的激光脚点(b),加工的材料系统的截面示意图(c)。
尤其是,在显示设备、触摸屏和有机发光二极管(OLEDs)的生产中也能见到透明导电氧化物层(TCOs)的P1刻线。与传统方法如机械针刻或湿法化学蚀刻不同,激光刻线对薄膜造成的机械应力最小,并且能避免易引发异议的化学处理。尽管超短脉冲激光系统已被科学研究证明能实现更优的加工质量和更高的生产率,目前用于薄膜刻线的最先进的工业激光烧蚀系统仍然是纳秒脉冲调Q二极管泵浦固体激光器。为了进一步提升它们的表现,光束整形光学元件可以轻松地融入现有的制造系统中,以优化光束轮廓,以及为实现平行加工来增加输出光束。
平顶光束轮廓改进薄膜烧蚀
使用高斯光束轮廓的主要难点是管理投射到材料上的能量。图1说明了薄膜烧蚀的原理。只有在激光强度超过了烧蚀阈值的区域才会实现完全的烧蚀。任何超过此阈值的能量都可能会损坏基底材料。高斯光束轮廓两侧的能量要低于烧蚀阈值,会导致对周围材料产生不需要的加热,从而造成结构损伤。根据Keming Du所说,高斯光束中高达36.8%的能量被有效地用于薄层的烧蚀。如图1a所示,平顶光束轮廓可以显著地改进能量以匹配烧蚀阈值,主要是通过降低超出阀值以及轮廓两侧的多余能量。因而可以避免激光刻线对下方以及邻近区域的基材的潜在损伤。
使用光束整形元件生成平顶光束轮廓还能带来进一步的好处,就是有可能将圆形的激光脚点变为正方形或矩形。通常情况下,用脉冲激光形成的圆形激光脚点会使得在烧蚀的沿路形成锯齿型图案,从而在薄膜中引起不必要的机械应力。要避免这种情况,在使用圆形的高斯光束轮廓时脉冲重叠至少要高达70%。相比之下,矩形激光脚点只需非常小的重叠就可以产生直的侧壁,从而提高激光微加工的加工速度。
对不同的任务采用不同的平顶光束轮廓
接下来我们将总结使用折射和衍射光束整形光学元件形成平顶光束轮廓的宝贵实践规则。非整形光束在焦平面上的光斑直径由波长、聚焦光学元件的数值孔径(NA)以及输入光束的质量来决定。根本上来说,只有通过扩大光斑直径才能实现光强的再分布,从而形成均匀的平顶光束轮廓。这个空间扩展的程度取决于光束整形的特定物理方法,光束的均匀化可能是在一个或两个维度中进行。
用于薄膜加工的二极管泵浦固体激光器通常在焦平面上显示出衍射极限的单模高斯光束轮廓(TEM00)。根据经验法则,通过折射光束整形元件,最小的平顶光束直径(1/e2-limit)比非整形的衍射极限的TEM00光斑至少大4倍。除了最小特征直径的限制,折射光束整形元件还能在最多1厘米的范围内生成平顶光束轮廓,也可以用于多模激光器(图2)。然而,在薄膜激光烧蚀过程中,大的光斑直径能去除更多材料,从而减少设备的有效面积。

图2:在IPG 980nm光纤耦合激光器中使用折射型高斯-平顶光束整形元件生成的匀称的平顶光束轮廓。激光源的光束质量:M2 < 19;数值孔径(NA)= 0.005。
或者可以通过使用衍射光束整形元件生成近衍射极限的平顶光束。每个聚焦光束整形元件(FBS)可以在工作平面上产生两种不同的平顶光束轮廓。我们所说的零阶平顶光束只比非整形的衍射极限的TEM00光斑大1.5倍,而一阶平顶光束比非整形的衍射极限的TEM00光斑大3倍。下面的两个公式能估算FBS光学元件零阶和一阶平顶光束的焦点直径。此外,FBS光学元件的效率很高(>95%),并且生成的平顶光束轮廓有着很高的同质性(±2.5%)。输入光束直径和横向偏移的典型公差大约为所用光束直径的10%。输入光束的质量应该高于M2 = 1.5。

图3 所示的是零阶平顶光束的激光脚点的几何形状,分别是由两个不同的平顶光束FBS元件所生成,分别表示为FBS-1和FBS-2。这两个衍射光学元件的空间调制不同,这样会导致衍射光场的强度分布不同。特别是,FBS-1生成的平顶光束轮廓会形成正方形的激光脚点, 不过仍然有着圆角。FBS-1的转换效率是95%左右。相比之下,FBS-2生成的平顶光束轮廓具有正方形激光脚点,具有清晰的边缘。不过,FBS-2的转换效率略有减少,约为90%。
FBS-2零阶平顶光束在焦平面周围也显示出非常高的工作区深度(焦点深度)。这个区域的光强分布和直径(@1/e2-level)相当稳定,这将带来几乎恒定的功率密度。零阶平顶光束工作区的长度大约只有高斯光束的瑞利长度的60%。在零阶平顶光束的工作区内,平顶光束峰值强度只下降了大约15%,相比之下高斯光束在此长度范围内下降约30%(在整个瑞利长度,高斯光束的峰值强度下降了50%)。FBS-2零阶平顶光束峰值强度变化的减少可以带来更稳定的薄膜烧蚀过程。

图3:使用不同的光束整形元件在工作平面上形成的不同的平顶光束轮廓的虚拟实验模拟结果:FBS-1零阶平顶光束(a)、FBS-2零阶平顶光束(b)和FBS-1一阶平顶光束(c)。
不同的FBSs产生的激光光束可以用很高的刻线速度来去除薄膜。图4比较了用1064nm Nd:YVO4 二极管泵浦固体激光器进行的150nm ITO薄膜烧蚀,重复频率为10kHz。对于需要衍射限制的光斑直径的应用来说,可以使用FBS-1或FBS-2零阶平顶光束。图4a显示了使用FBS-1零阶平顶光束进行激光刻线的结果。如上文所述,使用平顶光束可以显著减少光斑重叠,降至约10%。不过,使用FBS-1形成的光束轮廓仍然可以见到有略圆的角。
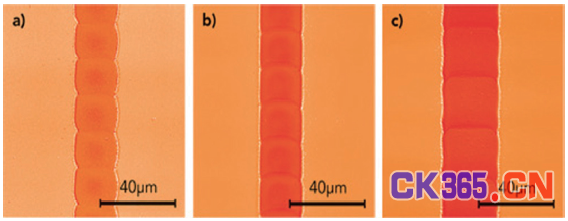
图4:使用不同的平顶光束进行激光刻线的结果:FBS-1零阶平顶光束(a)、FBS-2零阶平顶光束(b)和FBS-1一阶平顶光束(c)。
图4b显示的是用FBS-2零阶平顶光束进行激光刻线的结果,具有相同的烧蚀光斑重叠。改进的光强分布使得激光刻线的直线没有锯齿形边缘。
最终,略微改变光学装置可以生成FBS-1一阶平顶光束轮廓。采用这个较高阶很可能产生有着清晰边缘的均匀的激光光束,正如FBS-1的例子中一样,还具有较大的光斑直径。图4c显示了激光光斑重叠10%的激光刻线结果,类似于图4a的结果。与图4a所示结果不同的是,FBS-1在使用一阶平顶光束时还可以去除直线。
这些结果显示,应用均匀的激光光束轮廓确实可以改进薄膜激光烧蚀。相比使用高斯光束轮廓,使用像FBS-1和FBS-2这样的衍射光学元件,能刻出很直的线,并能显著提高刻线速度。
用衍射光束整形元件来提高生产率
薄膜烧蚀通常只需要标准工业二极管泵浦固体激光器的脉冲能量的一小部分。在本文所示的实验中,使用的是Ekspla工业二极管泵浦固体激光器(Baltic系列),脉冲能量为750μJ。但是薄膜烧蚀应用的脉冲能量只有15μJ。如果要刻出一个具有空间重复性的图案,可能需要在光束路径中引入衍射分光镜。衍射分光镜可以精确地复制出原来的光束,从而可以同时加工不同位置的材料。此外,这种分光镜可以与其他光束整形光学元件结合使用。这将提高激光工艺的能量效率,并且提高激光刻线的生产率。二元衍射分光镜可以实现几乎90%的效率以及子光束之间的同质化(>2.5%)。图5显示通过使用四倍分光镜和FBS-1一阶平顶光束轮廓的组合来对150nm ITO层进行激光刻线的结果。四条线生成的毛刺、线宽和底部粗糙度Rz有着相似的值。

图5:FBS-1一阶平顶光束和四倍分光镜的组合用来对150nm ITO进行激光刻线:每一根线的局部放大显微镜图片(a);毛刺的测量值(ROI: 100×100μm2) ;线宽和每一条线的粗糙度Rz(Rt)(b)。
小结
利用光束整形元件和分光镜这样的衍射光学元件以及纳秒脉冲固体激光器,来进行薄膜激光烧蚀,能显著提高加工效率和质量。由于可以用于现有的系统,终端用户可以通过改装这种光学元件来改进他们设备的性能,而无须急于投资新的激光系统。


