激光焊接机的工作原理
激光焊接机是利用激光的特性,实现工件焊接的机器。激光焊接是将高强度的激光束辐射至金属表面,通过激光与金属的相互作用,金属吸收激光转化为热能使金属熔化后冷却结晶形成焊接。激光焊接的机理有两种:
1、热传导焊接 当激光照射在材料表面时,一部分激光被反射,一部分被材料吸收,将光能转化为热能而加热熔化,材料表面层的热以热传导的方式继续向材料深处传递,最后将两焊件熔接在一起。
2、激光深熔焊 当功率密度比较大的激光束照射到材料表面时,材料吸收光能转化为热能,材料 被加热熔化至汽化,产生大量的金属蒸汽,在蒸汽退出表面时产生的反作用力下,使熔化的金属液体向四周排挤,形成凹坑,随着激光的继续照射,凹坑穿入更深,当激光停止照射后,凹坑周边的熔液回流,冷却凝固后将两焊件焊接在一起。
激光焊接机的特点
激光焊接机的自动化程度高,焊接工艺流程简单。非接触式的操作方法,能够达到洁净、环保的要求。采用激光焊接机加工工件能够提高工作效率,成品工件外观美观,焊缝小,焊接深度大,焊接质量高。激光焊接机广泛应用于牙科义齿的加工,键盘焊接,矽钢片焊接,传感器焊接,电池密封盖的焊接等等方面。
但激光焊接机的成本较高,对工件装配的精度要求也较高,在这些方面仍有局限性。
激光焊机的组成
YAG 激光焊接机由YAG 激光器,光学观察、聚焦系统,移动工作台及水循环冷却系统等部件框架组成。1.1 激光器
固体激光采用光泵浦。活性粒子吸收了光能,在工作物质里造成粒子数反转,形成受激辐射光。激光器由工作物质、泵浦源、聚光腔、光学谐振腔、冷却液、滤光管等构成。原型机激光类型为单灯棒重复脉冲焊接激光,激光波长 1.064um,工作物质是四能级的渗杂Nd3+离子的钇铝石榴石晶体棒Y3Al5O12 。泵浦源是3KW 氙闪光灯。聚光腔内表面抛光镀金,并有夹层冷却通道。外套氙灯的滤除紫外线管保护了晶体棒。谐振腔内受激光经过99%以上的全反镜振荡放大,由半反镜输出。内部描述如图1:
1.2 光路系统
单脉冲氙灯激励侧面泵浦腔,光束经晶棒增透膜两端一定路程反折放大,透射光经45°折反后垂直入射到可以Z 轴伸缩的防护套筒,套筒内有一套孔径光阑透镜组调节出光窗口的聚焦光斑,最后才照到待焊接的精密零工件表面。光路结构如图2 所示:
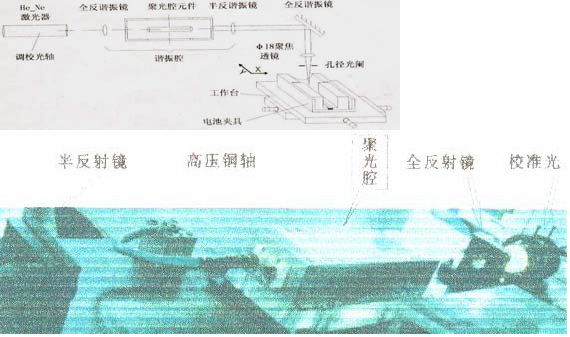
图1 激光焊接机部件构造
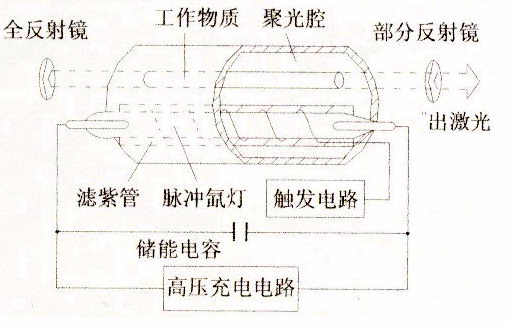
表1 激光焊机性能指标
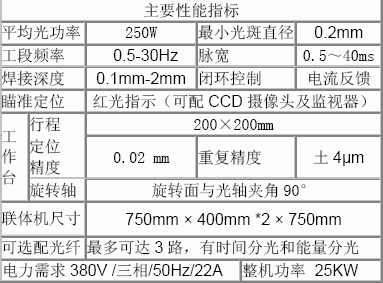
图 2 激光焊接机光路系统构造
1.3 循环冷却系统
闭合回路流水冷却系统包括水泵、热交换器、水容器、过滤器、水软化器、流量压力温度传感器等构成,主要用以消除聚光腔中产生的热量和减少泵浦的内反射。热交换器采用了120℃,0.66mm2 的四门板式换热器。另外,机器内稳流50A 所用的710mH 电抗器由0.22A 风机来散热。
1.4 电力电源系统
主电路包括充电电路、蓄能网络、放电电路、触发及预燃电路、操控板。晶闸管SKM500GA 完成三相整流,用面板上的升压旋钮调节氙灯直流工作电压至400±5%伏。移相模块线路板除了能产生多路电压源以外,板上的MC14538 触发器控制分频与脉宽值,其参数由手动调节RC 电路或者程控调整的PLC 方波确定。信号触发NE555 又经选通开关驱动IGBT 晶闸管的B 端。图3 所示为IGBT 移相控制:
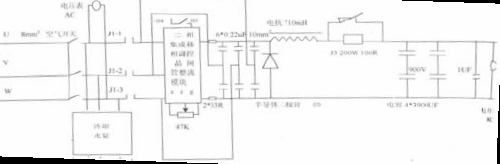
起燃电路须通过短暂的高频高压脉冲击穿灯内气体形成火花放电通道,而后保持氙灯预燃状态宜用小电流200mA 和约2KV高压。腔内气体经触发电离,预燃电路维持辉光放电。当放电IGBT开关截止,灯管与蓄能电网隔离,电解电容10mF/450V并联成组充电;放电IGBT开关导通,蓄能电网才向灯管放电。


