一、概述
在冰箱生产线的设备中,真空吸塑成型机系统使用非常普及,对每种不同的冰箱内胆型号都要对工艺的参数和模具进行调整,随着PLC的国产化和成本的不断降低,PLC在工业生产线的节能及提高生产效率等方面起到日趋重要的作用。
针对单工位真空吸塑成型机控制系统的工作环境和节能性要求使用西门子S7-200系列PLC和人机电子公司的MT-500系列触摸屏组成的。
西门子S7-200系列PLC以非常高的可靠性和低成本优势成为工业生产现场控制器的首选。
它能适应现场环境强电磁干扰及高温度,高湿度的场合。
本系统核心采用西门子CPU226为模块,再加入O/I扩展模块EM223,EM222,及模拟量输入模块EM231,输出模块EM222组成。
CPU226模块有两个RS485接口,点对点接口(PPI)在使用上非常方便,一个可以用于触摸屏的控制,一个可以用于和其它公司模块之间的通迅。
人机介面采用触摸屏MT-510T,简单可靠在使用RS485通迅线时可靠通讯距离可以达到50米。
二、人机界面
1. 主界面介绍:如图1,开机进入系统主界面选择需要的工作方式。如选择英文工作模式,进入如图 2所示的英文界面,如选择调整界面或是选择手动界面系统就会进入相应的控制面板进入装模调试和手动复位工作。
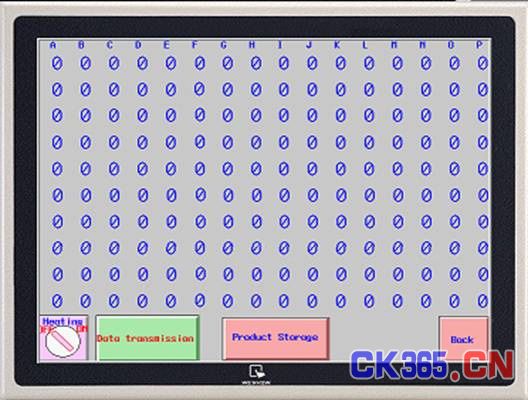
2. 当系统进入自动运行控制面版后,可以通过位状态指示灯了解真空吸塑成型机的运行情况,循环起动多功能按钮在不同的运行状态下可以完成:循环起动-----加热结束--------冷却结束,三种功能。
3. 自动工作循环动作顺序:
上料————按循环起动按钮————压边框快速下降————压边框慢速下降到位————上下加热板快速前进————上下加热板慢速前进到位————加热板开始加热————A:正常;设定加热时间到————————————
B:异常;板料下垂——光电保护开关——————
C:人工按(加热结束按钮)按钮————————
上下加热板快速后退————上下加热板慢速后退到位——
D:模架延时上———设定时间到——模架快速上行————模架慢速上行到位————
E:1次吹泡————设定时间到————2次吹泡————设定时间到————————
慢速抽真空——设定时间到———快速抽真空————设定时间到————(选择辅压框)
,辅压框快速下降————辅压框慢速下降————保压——保压时间到————延时冷却——设定时间到————冷却风机开——设定时间到——风机停————消真空——设定时间到————脱模吹气——设定时间到——抽芯回,模架延时下——设定时间到————模架比例慢速下降到位————抽芯复位,同时压边框快速上升————压边框慢速上升————卸料,
一个工作循环结束。同时在执行动作时如发生意外可以按急停按钮,动作立即停止;所有动作在触摸屏界面上都有模拟显示。
4. 参数调整:通过触摸参数调整屏界面对生产工艺中的产品型号、动作时间设定、温度设定、压力和速度设定、加热板加热位置及加热功率百分比。
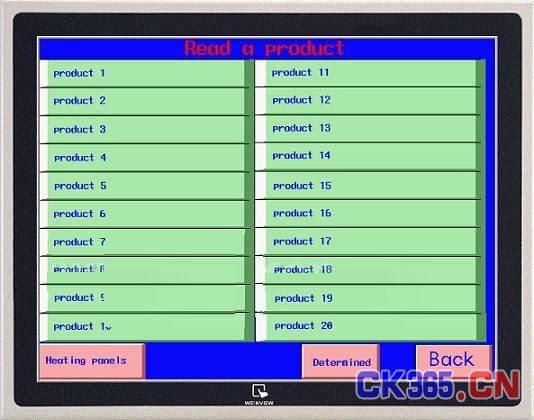
5. 图6;进入产品选择界面,根据需要选择符合和产品工艺对应产品后确认。
6.其它的参数调整进入对应的调整介面,根据产品的工艺卡要求进行调整。如图4,5,6。
三、注意事项:
1, 实施接线时,务必关闭电源。
2, 控制柜电源必须采用符合标准的三相五线制供电,所有设备体上之接地端子务必正确的接地,可提高产品的安全性。
3, 交流电源不可连接于行程开关等信号端,否则可能造成严重的损坏,因此在通电前请再次确认接线是否正确。
4, 为了防止干扰,触摸屏与控制柜之间的连线请务必使用有被覆的屏蔽线,且不可与AC200V以上的回路并排走向。
四、PLC程序的编制:
西门子S7-200使用西门子的STEP 7-MicroWIN 进行方便快捷的编程,它可以在STL、梯形图、FBD逻辑方框图之间切换编程,丰富的指令集基本上可以满足中小型设备的应用。
附:部分触摸屏介面图1~6
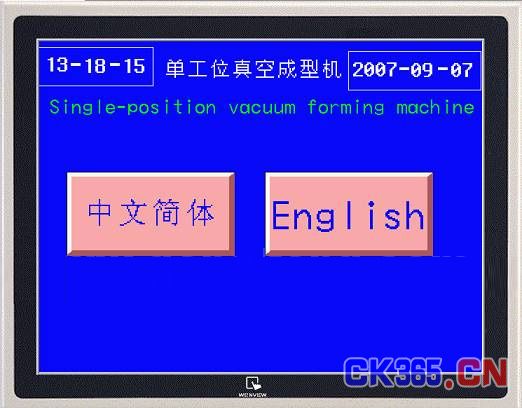
图一

图二

图三

图四
图五
图六
四、系统优点
真空吸塑机是利用真空吸力,将加热塑化的PVC、PE、PP、PET、HIPS等热塑性塑料卷材吸制成各种形状的高级包装装璜盒、框等产品。其主要构造是由给料、拉料、上下电加热炉、下闸、多功能可调尺寸、下模盘、上模、上闸、刀闸、切片、放片及配以真空装置等构成;以气动装置为主动力源,时间继电器,中间继电器,行程开关等电器组成全自动控制系统。吸塑机对控制系统的要求是保证操作方便、机械动作和温度控制精度高、生产时间短、在同等生产条件下尽可能节约机械的耗电量。
目前,机器采用交流接触器进行限温,分区采用固态继电器进行通断控制的方案。:
1)以PLC+固态继电器来代替可控硅来进行温度控制的方式。可以进行温度控制方案编程,保存每种材料的控制参数,提高温度控制精度。
2)固态继电器对每个电砖进行独立温度采样和独立输出控制,提高控制的柔性。
3)对加热元件的控制采用PWM脉宽调制技术,减少PID调节的波动性,减小控制滞后,提高了设备的可靠性,并缩短设备的生产调试时间;
4)采用触摸屏作为人机界面,提高机器的自动化程度、美观和效率。
采用本系统可以有如下优点:
• 以PLC+固态继电器来代替可控硅来进行温度控制的方式,省去人工调节STEP CONTROL旋钮的大量工作,PLC可以自动按设定的温度将加热板调节到预定温度。由于电热瓦数量较大(本机为160个),这样可以省去大量的设备试机和预热时间,提高设备的生产率。
• 采用触摸屏作为人机界面,可以随时直观地了解设备的生产状况,提高机器的现代化程度和自动化程度,方便操作,可以实现1人多机。系统可以对设备生产的设备故障和操作失误进行报警,提高设备的安全性。
• PLC有大量的内存可以保存不同材料的控制方案,这样,在使用本设备已经加工过的材料时,可以直接调出过去的控制方案,如果有更优的方案,可以更新保存的方案,进一步节约用户的时间。
• 将原来的分区控制改为对每个电砖进行独立温度采样和独立输出控制,可以对热板进行温度控制方案编程,可以按逐个电砖进行控制,提高温度控制精度和吸塑加工质量,提高生产控制的柔性,达到准确、平稳、快速的目标。
• 采用PWM脉宽调制技术结合PID算法控制,可以减少常规PID调节的波动性,减小控制滞后,提高了设备的可靠性,并缩短设备的预热调温时间。
• 可以将加热元件的温度状况与设备其它动作以最优的方式相结合,保证设备在最佳条件下进行工作,减小试生产时的材料消耗,提高设备的安全性,保证设备所生产的产品质量完美。
五、总结:
本方案在越南首都河内,河发制冷(HOA PHAT)得到非常理想的应用,整套吸塑成型机成本不到(50000USD),但其生产效率高于每小时30张箱胆,而该公司同类型的另一台设备为德国某公司原产真空吸塑成型机(价值150000USD)生产节拍约为22张/小时。所以在提高企业生产能耗比方面有一定的推进作用。
二〇〇七年九月十八日
参考文献 《西门子PLC在真空成型机系统中的应用》2006-2
《CPU 31xC 和CPU 31x,技术数据手册》 2006-1






