台儿庄水泥厂拥有九条机立窑和一条1 000 t/d预分解窑生产线,生产规模为110万t。该厂的1 000 t/d预分解窑生产线采用了具有90年代国际先进水平的全线微机集散式自控系统。该控制系统包括现场微机自动控制系统、车间级控制室、厂级中央控制室、全线电器联锁控制四部分。
1 全线微机中央监控系统总体结构
该系统系以现场微机控制系统为基础,以车间中央控制室为桥梁和现场指挥中心,以中央综合信息网络为指导的先进的集散控制系统。
现场微机控制系统是系统的基本环节,是根据生产工艺需要在生产的关键位置和环节上安排微机控制系统和信号采集系统,以确保产品产量和质量,为系统提供生产过程中最原始的信息和数据,为生产的正常进行提供可靠保证。
车间控制室是一个工段的监测、指挥中心,通过它还可以将厂级中央调度的各种指令传达到厂里的各个角落。
中央控制室包括生产控制中心和信息管理网络,这是厂长和生产领导的眼睛和喉舌,通过它可以看到全厂的生产情况、管理信息,向各车间和各职能部门发出各种指令。
电器设备顺序及联锁控制,采用先进的日本三菱A系列PLC对全线所有电器设备进行动态控制、联锁和监测。
从工艺流程上我们将全线分为生料车间、煤粉制备、烧成车间、水泥制成四个车间级控制站。
2 车间级控制站构成
各车间级控制站均由现场微机检测控制系统、车间中央控制室组成。现场微机对具体的参数和对象进行检测和控制,中央控制室集该工段各重要参数于一体,便于集中监控。
2.1 生料车间控制站
系统由生料车间控制室和现场微机控制系统构成。后者包括生料配料及磨机监控系统、生料库料位监控系统、生料车间模拟量采集系统、生料车间开关量采集系统、生料车间工业闭路电视监视系统。
2.1.1 生料车间控制室
生料车间中央控制室监视该工段的全部生产过程,所有数据参数将记录在计算机内,并可制表打印、报警。控制室由配料及磨机监控计算机、料库料位监测计算机、信号监测计算机、模拟显示板和工业生产电视监视器组成。
(1)配料及磨机监控计算机实时反映现场生料配料、磨机负荷与烘干系统的运行状态,通过它实时修改现场设备的参数和控制目标值,并可对异常情况报警。
(2)料库料位监测计算机用于实时监测各料库料位,可设定各料库料位测量时间、报警上、下限。
(3)信号监测计算机用于实时监测现场各主要参数的变化,可设定上下限。
(4)模拟显示板实时显示现场工艺流程、电机的启、停状态。
(5)工业生产电视监视系统集中监视现场状态。
配料及磨机监控计算机、料库料位监测计算机、信号监测计算机和模拟显示板控制器均可向更高一级控制站输送信息。
2.1.2 现场微机控制系统
(1)生料配料及磨机监控系统
系统用调速皮带秤、微机与多元素分析仪联机,将每次出磨生料分析结果直接传到计算机自动调整配方,以保证生料的质量,达到成份配实的目的。磨机负荷监测部分有轴温显示报警、磨音和细度反馈;磨音采用电耳检测,细度通过化验室反馈后输入计算机。烘干系统通过检测入磨、出磨气体温度,自动控制冷、热风阀门开度。
(2)生料库料位监控系统
主要对原料库和生料库料位进行监控,各料库设一台重锤式料位传感器和一台库顶料位开关,按工艺要求可设定每次测量的周期,当料布到库顶时料位开关关闭。
(3)生料车间模拟量采集系统
对主要电器设备运转情况进行监测。用于监测现场电机电流、电源电压等。可对各参数设上、下限报警。
(4)生料车间开关量采集系统
对主要电器设备的启、停状态进行监测,并将其送到中央控制室,用于流程显示。
(5)生料车间工业闭路电视监视系统
在各主要工作场所安装监视,以便在中央控制室能直接监视现场情况。
2.2 煤粉制备控制站
系统由煤粉制备控制室和现场微机控制系统构成,后者包括冷、热风风量测控系统、煤磨排风机循环风风量测控系统、料库料位监控系统、模拟量采集系统、开关量采集系统、工业闭路电视监视系统。
2.2.1 煤粉制备控制室
煤粉制备车间控制室监视该工段的全部生产过程,所有数据参数将记录在计算机内,并可制表打印、报警。控制室由煤粉制备综合监控计算机、料库料位监测计算机、信号监测计算机、模拟显示板和工业生产电视监视器组成。
2.2.2 现场微机控制系统
(1)冷、热风风量测控系统
该系统实时反映现场煤磨入口、出口温度变化,通过它实时控制冷、热风阀门的开度,并可对异常情况报警。
(2)煤磨排风机循环风量测控系统
该系统实时反映现场煤磨出口、入口负压变化,通过它实时控制排风机循环风阀的开度,,并可对异常情况报警。
(3)料库料位监控系统
该系统主要对煤磨磨头仓料位进行监控,系统构成与生料库料位监控系统相同。
(4)煤粉制备车间模拟量采集系统
该系统对主要电器设备运转情况进行监测,用于监测现场电机电流、电源电压等。可对各参数设上、下限报警。
(5)煤粉制备车间开关量采集系统
该系统对主要电器设备的启、停状态进行监测,并将其送到中央控制室中,用于流程显示。
(6)煤粉制备车间工业闭路电视监视系统
该系统在各主要工作场所安装监视,以便在中央控制室能直接监视现场情况。
2.3 烧成车间控制站
该站对回转窑生产过程实现微机集散控制。
2.3.1 现场微机控制系统
(1)回转窑综合测控系统
回转窑综合测控系统框图见图1。该综合测控系统由14部分组成:
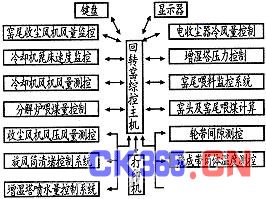
图1 回转窑综合控制系统框图
①系统主机:对整个系统进行管理和控制,通过它可全面监视现场所有设备运行情况;可设定上、下限报警范围;可记录报警历史;可任意修改现场控制参数、控制指标,它是一套系统的中央控制计算机,负责将信息反馈到上一级工作站。
②窑尾收尘风机风量监控:检测窑头负压,控制收尘风机阀门开度。
③冷却机篦床速度监控:检测冷却机二室下压力,控制其篦床速度。
④冷却机风机风量测控:通过检测冷却机一、二室风机进口压力及废气温度,从而控制冷却机鼓风机的阀门开度。
⑤分解炉喂煤量控制:是通过检测V级旋风筒出口温度,从而调节分解炉喂煤量。
⑥电收尘机风压风量测控:通过检测增湿塔I号高温风机进、出口风压,而控制Ⅰ、Ⅱ号高温风机的阀门开度。
⑦旋风筒清堵控制系统:通过检测旋风筒灰斗负压变化值,进行堵塞吹通和报警。
⑧增湿塔喷水量控制系统:通过检测电收尘器入口温度,控制喷水量,以保证进入电收尘器的废气温度及湿度最佳。
⑨电收尘器冷风量控制:检测电收尘器入口温度,控制电收尘器入口冷风阀门开度。
⑩增湿塔压力控制:检测增湿塔入口压力,控制其出口阀门开度。
窑尾喂料监控:根据检测通过失重仓的实际喂料量,再与给定值比较,控制下料量。
窑头及窑尾喂煤计量控制:根据检测通过失重仓的实际喂料量,再与给定值比较,控制下煤量。
轮带间隙测控:计算机实时监测回转窑轮带间隙,保证设备运转正常,并可对异常情况报警。
回转窑烧成带筒体温度测控:利用红外线扫描筒体表面温度,并可对异常情况报警。
(2)烧成车间料库料位系统用于烧成车间范围内料库监测。
(3)烧成车间模拟量采集系统将烧成车间主要设备、主要参数采集到中央控制室。
(4)烧成车间开关量采集系统将该工段主要电器设备的启、停状态,送到中央控制室,以反映目前现场的工艺流程。
(5)烧成车间闭路电视系统在该工段的主要工作现场安装探头,在中控室能直接监视现场状态。
2.3.2 烧成车间控制室
车间控制室可使管理人员通过电脑和其他手段直接了解到现场情况,监视现场状态,所有数据参数将记录在计算机内,并可制表打印、报警。该控制室框图见图 2,由以下几部分组成:回转窑综合监控计算机、料库料位监测计算机、信号监测计算机;模拟显示板;工业生产电视监视系统。
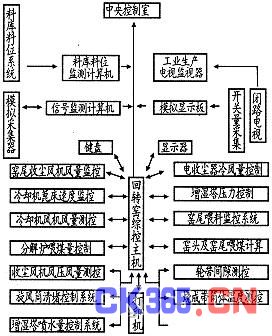
图2 烧成车间控制室框图
(1)回转窑综合监控计算机将所检测的回转窑的多种参数集中于一台计算机上,通过它可方便地集中监控回转窑的总体运行情况。
(2)料库料位监测计算机将该工段所有料库料位信息集中于一台电脑之中。
(3)信号监测计算机将该工段回转窑上所有关键参数集中于一体,有上、下限报警功能。
(4)模拟显示板将现场电器设备的启停状态集中显示在模拟显示板上,以反映目前的工艺流程情况。
(5)工业生产电视监视系统用于监视现场主要工作场所状况。
2.4 水泥车间控制站
该系统与生料配料系统不同之处为该系统不用多元素分析仪,改用化验室输入SO3来调整配方,路数为4路,其它结构与生料磨生产监控系统相同,另烘干机热风风量测控系统也在此之内。






