快速煤质分析仪用于洗煤及焦碳提炼等工矿企业,通过热重分析法对煤样品的水份、挥发分、灰分3个指标进行快速测量并自动计算出样品的固定煤、氢值与热值的仪器。老式仪器是采用计算机加一脉冲发生器驱动步进电机进行速度与定位控制的。存在定位精度不高、启停性能差与步进电机失步等现象,造成维修率、仪器损坏率及配件更换成本高。通过Kinco伺服系统在该仪器上的应用,解决了原步进控制系统定位精度不高、启停性能差等缺点,样品的测定周期从原来的180min下降到150min,提高了检测效率。随着Kinco伺服在仪器上使用,间接的降低了设备维修成本、提高了设备稳定性与生产效率。
工艺流程
整个煤质分析过程分为开机电炉预热、样品托盘稳速旋转、样品定位、样品称重等三部分。样品托盘由伺服电机驱动,进行速度模式控制与位置模式控制。
系统上电
仪器上电后电炉加热至一定的温度并进行恒温控制,电子天平秤复位。
运行步骤
计算机发出托盘旋转指令,样品随托盘恒速旋转均匀加热。样品加热一段时间后停止托盘旋转并执行托盘回原点程序(原点位置:电子天平与样品垂直的位置);由操作人员选择要称的样品,伺服电机根据操作人员所选称重样品的位置,将该样品旋转到电子天平的正上方;托盘旋转到目标位置后,电子天平称重装置上升并托起样品称重,称重完成后电子天平下降;由操作人员再选择下一样品进行称重;如未达到要求则返回步骤A重复运行。图1示出快速煤质分析仪工作示意图。

图1 快速煤质分析仪
工艺要求
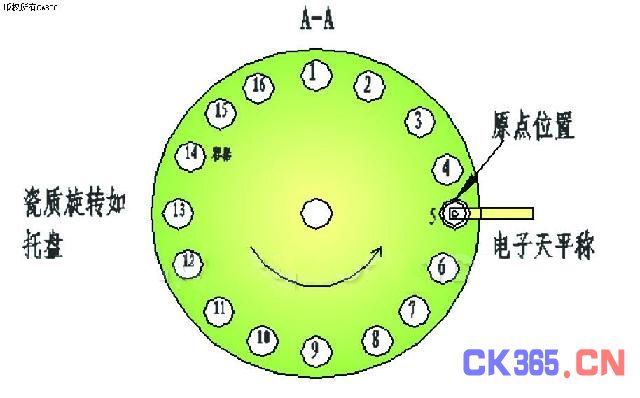
图2 托盘俯视图
图2所示的托盘分19个样品放置位,由操作人员选择要称重的样品位置;样品恒速加热时间由操作人员决定;伺服电机执行完原点回归程序后并将原点到达信号反馈给计算机。即由计算机读取驱动器内部对象0x604100,判断是否等于0x8000,如伺服电机未到达到原点位置则不允许执行样品称重位置选择步骤;由操作人员随机选择要称样品的位置(1~19号样品);伺服电机按操作人员选择的样品位置通过位置模式进行旋转,旋转到位后将“目标位置到达”信号反馈给计算机(即由计算机读取驱动器内部对象0x604100,判断是否等于 0x8400)。如伺服电机未到达目标位置则不允许执行电子天平上升步骤;目标位置到达后计算机控制电子天平上升进行称重,样品位置可任意选择。
控制方案
采用计算机的串口与伺服驱动器进行通讯读写伺服电机运行的相关参数(RS232方式),并用程序调用指令调用编写在驱动器内的各功能程序(利用子程序段实现)。
计算机实时读取伺服电机的原点位置到达信号与目标位置到达信号并进行比较,决定是否执行下一步动作。
由计算机设定速度模式的运行速度、位置模式的运行速度。
计算机界面上放置托盘旋转按钮、旋转停止按钮、回原点按钮、1至19号样品称重选择按钮、称重按钮、托旋转速度、样品定位速度。
实现
计算机通过C语言编写相关程序与伺服驱动器进行通讯,包括伺服电机原点位置、目标位置到达信号的读取,托盘旋转速度的设定,样品定位速度设定及各应用程序调用。
伺服驱动器编写速度模式、停止、回原点、位置模式(19段)共22段子程度。
各子程序由计算机界面上的各功能按钮通过程序调用指令21180008调用。
计算机读取伺服电机是否到达原点位置或目标位置后再给出能能否执行下一动作的权限。确保设备各环节运行安全,防止错位损坏电子天平。
伺服选型与参数设置
伺服电机选用23S21-0560-803J7,伺服驱动器选用 ED100-LA (支持RS485和RS232)
驱动器电源选用台湾明纬开关电源 S-350-48。
由于负载和电机惯量比接近300:1,属于小电机带大惯量负载的典型应用,故伺服电机的相关参数不能按常规的方式设置具体设置如下:
回原点模式 33(即电机旋转至第一个index pulse信号时停止并以此点作为原点,此法可不利用外部信号就能实现找到原点的功能。
位置环参数:比例参数设为50其它参数不变
速度环参数:比例参数设为350-400 滤波常数设为14-18
速度环参数设置说明:速度环比例参数如按常规值(0-100)设置,伺服电机则产生较严重的振动现象无法正常运行。将速度环比例参数设置350-400时,电机将发出啸叫声必须将滤波常数调整至14-18。
结语
该控制系统,充分利用了Kinco伺服的通讯、电机快速起停、适合大惯量、内部可编程、控制模式自由切换、丰富的原点模式等诸多功能,系统运行稳定性与测量速度有很大的提高。减少了因步进电机失步或脉冲丢失造成的样品定位错位现象,减少了样品托盘与电子天平的损坏机率。避免了传统仪器利用机械凸轮检测样品位置高错误率,最终很好的满足客户的工艺要求.






