前言:包钢炼铁厂综合料场皮带传送系统采用132KW两台电机(一主一从)进行传动。原有系统采用接触器启动。传送皮带长度大约在500米左右。正常情况下直接启动对系统没有影响,但是当发生送料过程中有意外故障而造成停机时,系统检修结束后要求再启动时,就会出现启动非常困难,造成接触器过热烧毁甚至发生因过电流造成相间短路的现象。若采用一般常用的降压软启动方式,由于启动力矩与电压的平方成正比,因此根本无法实现重载启动。为此,我们采用艾默生公司的EV3000系列高转矩、高精度变频器作为电机控制核心,配合EC20系列PLC实现两台变频器的主从控制,实现两台电机同频率或负荷平衡运转。
1、变频控制系统
1.1系统参数:
皮带电机为132KW,电流245A,四极,转速1480 R/MIN
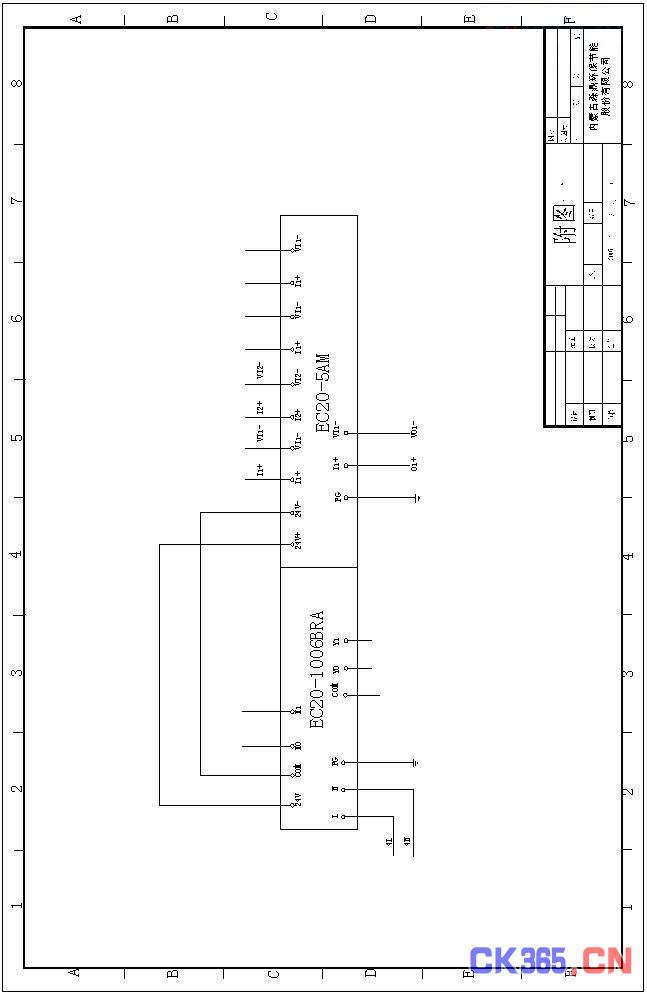
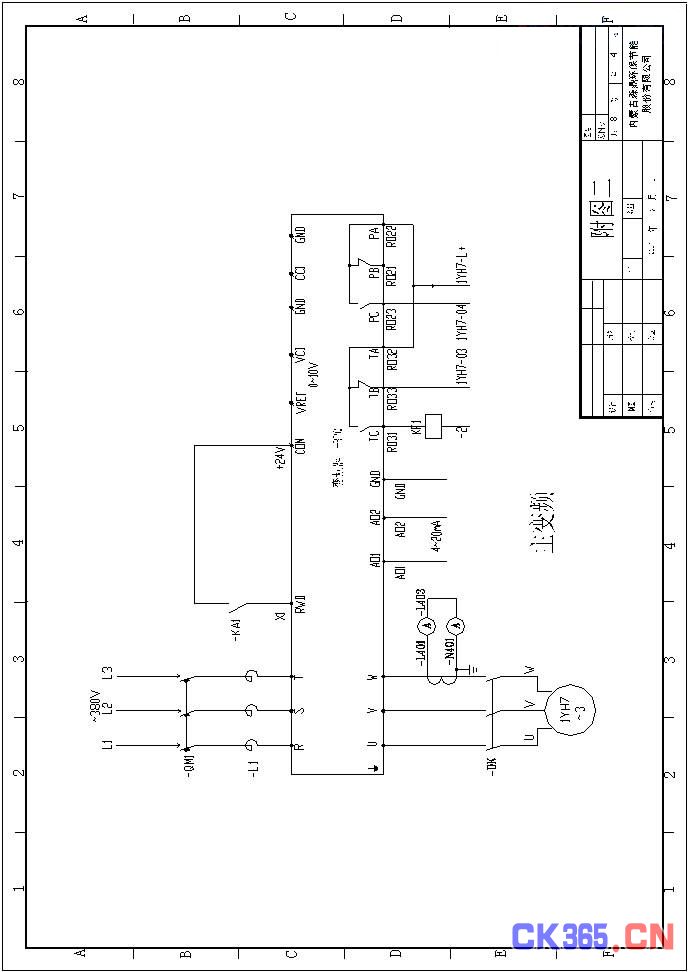
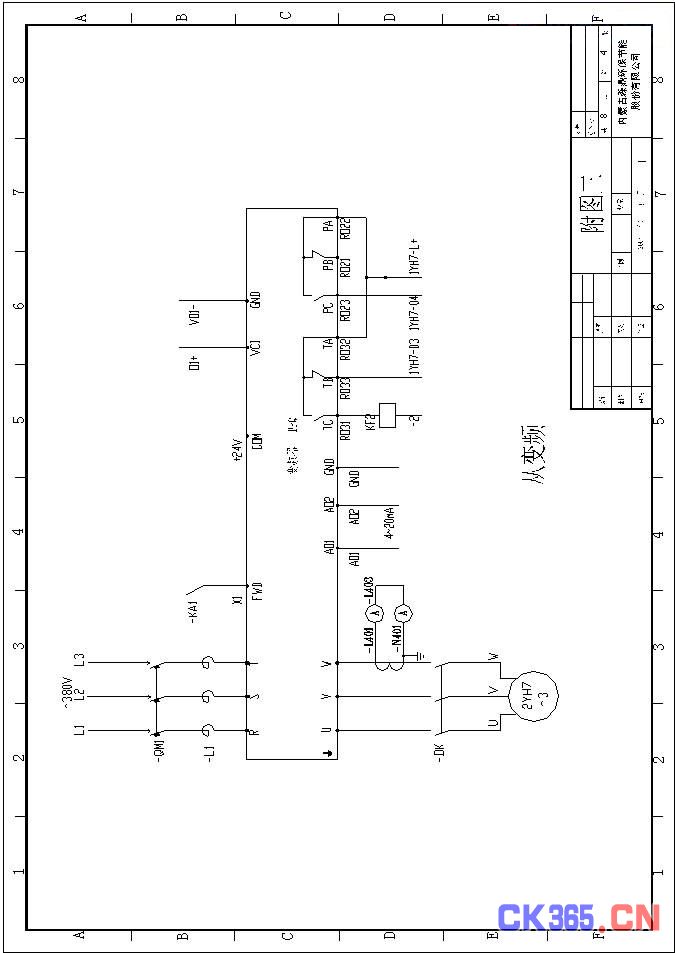
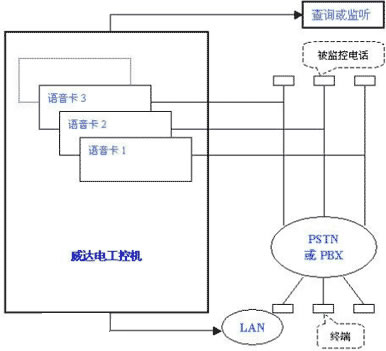
设计采用EV3000-4T132G(高性能)系列变频器。 配合EC20系列PLC及模拟量组合模块5AM(四模入、一模出),通过PLC作PID闭环控制。其中主变频器的给定采用数字量设定或模拟量设定均可,将主变频器的输出频率作为PID的给定量,将从变频器的输出频率作为PID反馈环节,PID输出量作为从变频器的给定值,从而实现主、从变频器的频率一致运行。具体原理参见附图一至五
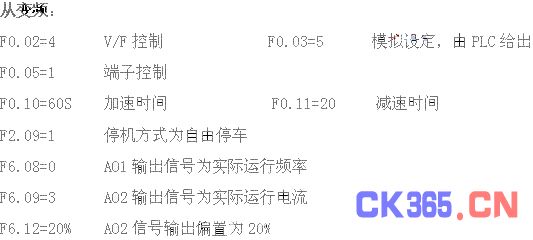
1.2变频参数设置
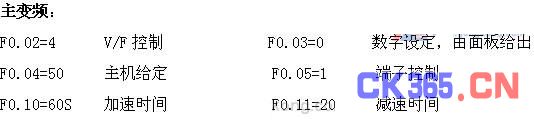
由于现场不具备电机调谐运行(接手无法打开),因此控制方式采用V/F控制,电机参数F1.00-1.08按电机实际参数设置。
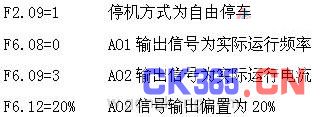
具体原因是:由于AO2信号送入楼上控制站计算机室,控制站PLC要求信号为4-20MA。因此,当变频器输出电流信号为4MA时,对应实际电流为0;即将4MA/20MA=20% ,输出偏置即位20%。
2、PLC控制系统
2.1 PLC硬件配置
由主机EC20-1410BRA、模拟量组合EC20-5AM (四入一出)构成。其中输入的一通道为主变频器的实际运行频率;二通道为从变频器的实际运行频率,输入信号均为4-20MA;输出为从变频器的给定值,信号为0-10V。
2.2变频控制PID程序


2.3实际参数调整设置
最后经多次修改和调试,确定比例系数为10,积分时间为100毫秒,微分时间为零。经过运行发现能够满足现场的生产工艺,主、从皮带平稳启动。
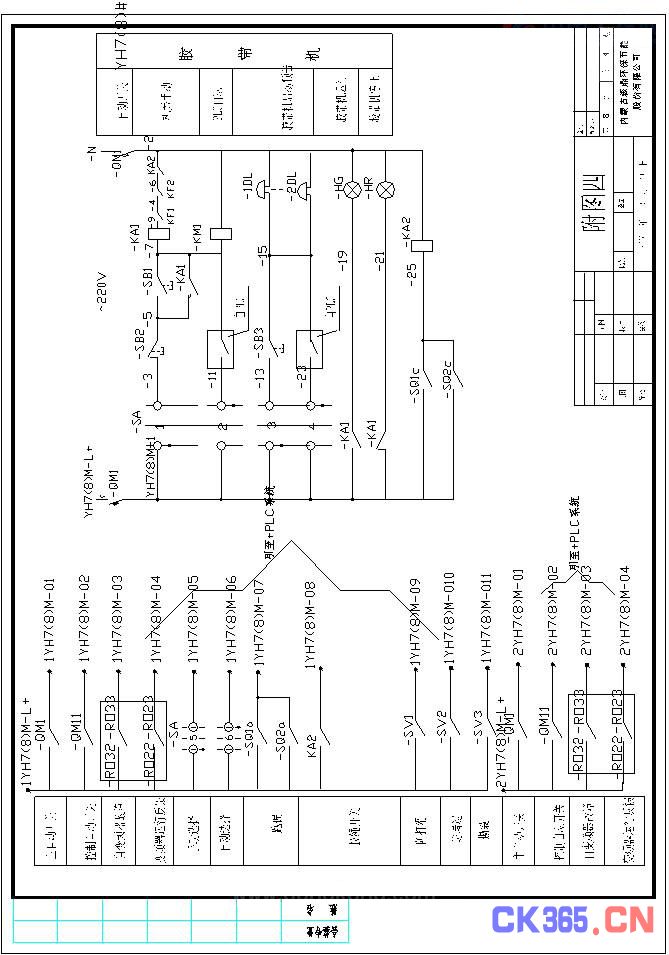
3、连锁控制
连锁控制主要实现如下功能:
一、 启动时主、从变频器一起启动,一起停止。
二、 任何一台变频器故障,则另外一台变频器立即停止。
连锁控制的实现通过中间继电器(设计院设计,可以通过PLC实现)
4、实际运行情况:
经过2个月左右的运行发现,系统能够运行非常稳定,皮带启动电流为120A左右,主、从变频器启动频率完全一致,启动电流主变频器略大于从变频器,启动平稳可靠,完全能够满足生产要求。 EV3000变频器设置面板具有中文显示功能,而且参数设置非常简单,便于现场的维护;该系列变频器在过载能力方面非常的强。由于变频器在初期调试时,皮带电机的抱闸没有打开,且减速机的油泵电机没有启动,当时的过载电流几乎达到450A,在大电流限幅下运行了十几秒,变频器没有发生任何故障。
参考文献
①艾默生公司EV3000系列通用变频器 艾默生网络能源有限公司
②新型PID控制及其应用 机械工业出版社 陶永华
③EC20系统手册 艾默生网络能源有限公司
④通用变频器及其应用 机械工业出版社 韩安荣
⑤电机拖动与控制 西安电子科技大学出版社 刘保录
⑦EC20-5AM使用说明 艾默生网络能源有限公司