一、概述
轮毂是汽车上最重要的安全零件之一,有钢制轮毂和铝制轮毂之分,轮毂承受着汽车和载物质量作用的压力,受到车辆在起动、制动时动态扭矩的作用,还承受汽车在行驶过程中转弯、凹凸路面、路面障碍物冲击等来自不同方向动态载荷产生的不规则交变受力。轮毂的质量和可靠性不但关系到车辆和车上人员物资的安全性,还影响到车辆在行驶中的平稳性、操纵性、舒适性等性能,这就要求轮毂动平衡好、疲劳强度高、有好的刚度和弹性、尺寸和形状精度高、质量轻等,铝轮毂以其良好的综合性能满足了上述要求,在安全性、舒适性和轻量化等方面表现突出,博得了市场青睐,正逐步代替钢制轮毂成为最佳选择。
合金熔炼的目的是要获得符合一定成分和温度要求的金属熔液。不同类型的金属,需要采用不同的熔炼方法及设备。而非铁金属如铝、铜合金等的熔炼,则用坩埚炉。铝合金的熔点低,铝合金的熔炼采用铝烧炉,铸铝是工业生产中应用最广泛的铸造非铁合金之一。铝合金的熔炼一般是在坩埚炉内进行。根据所用热源不同,有焦炭加热坩埚炉、电加热坩埚炉等不同形式。
轮毂铝合金的熔化设备,按炉型分为塔式炉、感应炉、倾转炉、固定炉,按能源形式分为柴油、天然气、煤制气、电能。塔式炉熔化速度快、烧损少、能耗低;感应炉熔化速度快、合金成分均匀、生产环境好;倾转炉可以配料也可以做保温炉使用、使用安全、维护方便;固定炉可以配料也可以做保温炉使用、使用和维护简便;燃油热值高、熔化效率高、使用维护方便,燃气生产环境好、清洁、使用维护方便;煤制气经济实惠,电能容易控制、生产环境好。熔化设备的关键在于炉温的控制。 图1
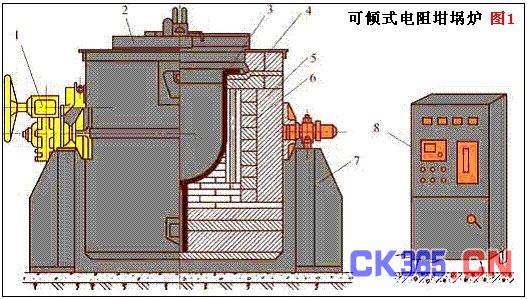
1-倾斜机构 2—炉盖 3—坩埚 4—加热元件(硅炭棒) 5—炉壳 6—炉衬 7—支架 8—控制柜
二、控制仪表选型、参数设置、调试
红外熔炼炉是一种电加热坩埚炉。如图2-15为可倾式红外熔炼炉。其特点是控温较准确,金属烧损少,合金吸气少;可倾转式出炉方便,可进行精炼及变质处理。红外熔炼炉采用AI智能数显仪表控制温度。通过炉体中的热电偶取出温度信号,直接显示炉内温度。当温度达到设定值时,温度调节器能不断调整对炉膛的加热功率,直到控制炉膛温度不变为止。浇注温度为75O℃~780℃。
1、仪表选型:AI-708AW1L1S
仪表模块功能:
①人工智能温控器708A型、0.3级精度,双4位显示;
②输出控制模块W1 “烧不坏”型可控硅无触点常开式开关输出模块,控制80A以下交流接触器;
③报警模块L1 继电器触点开关输出模块,容量1A/250VAC,适合报警控制
④通讯模块S 光电隔离RS485通讯接口模块(用仪表内部12V隔离电源)
2、参数设置: 表1

3、参数整定:
根据工艺的具体要求和现场条件的限制,用继电器来控制加热原件,继电器不允许频繁动作设置输出周期CtI=15避免导致调节频繁通断;
dF=0.8;回差(死区、滞环)用于自整定、报警避免因测量输入值波动而导致频繁通断;
自整定方法
①AI系列调节仪表具备参数自整定功能:AI人工智能调节方式第一次使用时,要启动自整定功能来协助确定M 5、P、t等控制参数。初次启动自整定时,要将仪表切换到显示状态下,按小于键并保持约2秒钟,此时仪表下显示器将闪动显示“At”字样,表明仪表已进入自整定状态。自整定时,仪表执行位式调节,经2~3次振荡后,仪表内部微处理器根据位式控制产生的振荡,分析其周期、幅度及波型来自动计算出M 5、P、t等控制参数。如果在自整定过程中要提前放弃自整定,可再按小于键并保持约2秒钟,使仪表下显示器停止闪动“At”字样即可。视不同系统,自整定需要的时间可从数秒至数小时不等。仪表在自整定成功结束后,会将参数CtrL设置为3(出厂时为1)或4,这样今后无法从面板再按小于键启动自整定,可以避免人为的误操作再次启动自整定。已启动过一次自整定功能的仪表如果今后还要启动自整定时,可以用将参数CtrL设置为2的方法进行启动。
②系统在不同给定值下整定得出的参数值不完全相同,执行自整定功能前,应先将给定值设置在最常用值或是中间值上,如果系统是保温性能好的电炉,给定值应设置在系统使用的最大值上,再执行启动自整定的操作功能。参数CtI(控制周期)及dF(回差)的设置,对自整定过程也有影响,一般来说,这2个参数的设定值越小,理论上自整定参数准确度越高。但dF值如果过小,则仪表可能因输入波动而在给定值附近引起位式调节的误动作,这样反而可能整定出彻底错误的参数。推荐CtI=0-2,dF=2.0。此外,基于需要学习的原因,自整定结束后初次使用,控制效果可能不是最佳,需要使用一段时间(一般与自整定需要的时间相同)后方可获得最佳效果。
③AI仪表的自整定功能具备较高的准确度,可满足超过90%用户的使用要求,但由于自动控制对象的复杂性,对于一些特殊应用场合,自整定出的参数可能并不是最佳值,所以也可能需要人工调整MPT参数。
④对于一此加温设备的特殊性,参数设置完成,从面板上启动仪表自整定,如果第一次调试启动自整定结束后在控制的温度附近波动,从而导致了自整定后的参数不能够有效的在工作时起到准确的调节作用。可第二次自整定,了解现场设备的情况下,重新自整定,先使测量值降到设定值以下,启动自整定,整定完成后经过一段时间的自学习时间后仪表的测量误差达到控制精度,从而提高了产品的质量。
三、计算机监控
计算机监控采用了RS485通讯总线技术,由于RS485总线技术具有良好的实时性、可靠性、抗干扰能力及检错能力,所以在一些条件比较苛刻的场合里广泛应用。通过串口实现整个系统运行监控,其画面包含:现场模拟图、风机状态指示、温度压力显示、各种参数设置、变频调节、实时温度曲线图、设定温度曲线图以及报警信息。系统控制对象。表2

在系统中由于AI系列仪表的出色性能,宇电又开发出基于AI仪表并具备现场总线特性的AIFCSV9.0计算机监控系统。AI仪表相当于现场总线系统中的各个控制单元,利用RS485作为现场通讯总线,采用宇电自行开发的AIBUS通讯协议,可在上位机上实现100%仪表功能操作如实时读取测量值、给定值、设置参数、自动/手动无扰动切换、调整手动输出值、启动/运行/停止程序,并具备开关量输入/输出操作能力。由于自己掌握100%知识产权,又是开放式结构,所以系统价格非常低廉,具有极高的性能/价格比。
采用AIBUS协议的AI仪表在9600波特率下能在40ms内向上位机传送4个重要数据, RS485不仅价格低,还具备布线简单、对通讯线要求低及通讯距离长等优点。
整个系统分为管理层、操作站和工业现场3个层级,也可只分操作站和工业现场两个层级。 管理层可提供工厂领导浏览现场实时工况画面,也可进行如使用权限、系统配置等高级设置;操作站供仪表班组和技术人员进行计算机实时监控;万一计算机系统发生故障时,仪表操作人员可依传统仪表使用方法直接操作仪表;工业现场提供各种控制信号,如模拟量输入/输出和开关量输入/输出至仪表。
(1)信息显示画面
在流程图上可根据现场的要求添加工业现场的量程图片。仪表显示画面主要显示在测窑炉当前运行状态信息值,如当前温度参数在流程图、实时趋势图或仪表画面上:点击【仪表显示框】出现操作平台:可看到该AI仪表定义控制设备的名称,位号、仪表型号,地址,量程上限,量限下限,测量单位,此时AI仪表的所有显示参数与控制按纽都体现在该平台上。
(2)实时报警处理画面
对系统实时采集的数据进行判断,当符合报警条件后,屏幕将弹出闪烁的醒目报警信号,具有画面报警和声音报警功能。实时检测被测铝烧炉参数以及系统电源等故障异常报警。可以对程序运行中发生的事件进行记录。具体在监控程序中可以设置所记录事件的类型,起止时间,对应的动作等。 图2

(3)量程设置、程序设置画面
具有一定权限的用户可以用密码登录后,对所测量的参数进行量程的设定,这样可以对因各种不可预知的外界因素产生的测量误差进行细微校正,保证所测量数据的有效性和真实性。此软件适合各种工业现场应用。对有升降温控制的窑炉,如:使用AI-808P仪表所有的参数可设定,可编排程序,查看编排程序的走向,保存多条程序曲线,实现上传、下传,在线修改曲线,参数。铝烧炉参数设置画面配置窑炉的手自动参数,运行时间,起停时间、运行电压等如点击【参数】名称修改【上限绝对值报警值HAL】在对话框里填写参数,点击“确定”参数就下传到现场AI仪表温度调节器,
(4)报表打印画面
选择报表名称、设置查询时间范围的打印时间段,选择查询间隔等,生成报表,随时打印,还可选择数据导出功能按Excel类型报表导出。各类报表可导出到软件外以Microsoft Excel文档或浏览器的形式保存。报表查询:输入起始与结束时间段查询历史数据;采样有1;3;5;15;30;60分钟可选择报表。
(5)实时数据曲线画面
监视铝烧炉有关参数的变化趋势曲线,从而可以了解铝烧炉在一段时间的运行状况。工业现场温度控制器采集测量值,编辑实时曲线,可同时显示8条实时曲线,用颜色来区别。曲线显示可选百分比与实时曲线2种图。也可屏蔽其他曲线,显示单条曲线。呈现的实时数据,并存入系统内数据库,以便日后数据查询等使用。
(6)历史趋势画面
功能与实时数据曲线类似,只是它显示的是过去一段时间设备的运行参数值。选中历史曲线组别,设置查询时间范围,显示的是单条或显示全部曲线,点击查询。在历史曲线上可写入备忘录,可写入59个字。直接打印在历史曲线上。可有选择1条或多条来打印历史曲线。
(7)运行记录画面
记录软件运行中操作对应的动作记录备案。如:登陆系统、退出系统、打印曲线名称、修改参数等。选择时间段可查询某段时间的记录运行情况。
(8)用户管理画面
可以允许不同权限的用户登陆,登陆后,可进行相关的操作。同时还可以允许用户注销自己的身份,这样既可实现灵活,方便的应用,又能保证系统的安全性。
(10)巡检报告画面
用户根据窑炉的运行情况,随时巡检铝烧炉并记录运行情况,生成报告。可用于下达工作计划、留言备忘、可随时添加。
四、结论
经过实际生产使用证明,使用AIFCS计算机监控系统如下优越性:
1、计算机全屏显示10个铝烧炉的温度数据、曲线。管理层随时了解现场铝烧炉的温度情况,对产品的质量保证,追忆产品质量。
2、AIFCS计算机监控系统在下层由数字显示控制仪表独立完成监视、控制、报警等功能,上层由计算机完成集中监视、操作、远程设定等功能,可以很方便地将系统互联并与计算机组建成自动测试系统因此系统的可靠性高。这样就使得仪表的用途和使用范围大大地扩展了,监测点可有数十点到几百个点的系统,无疑是一种较好的选择。更方便,更快捷自建采集调节监控系统。
综上所述,完成中小型项目已达到了可靠性的保证。再加上外观的改进、稳定性的提高,几乎独占国内显示仪表市场。数字显示仪发展良好的态势不能不令人鼓舞人心,数字显示仪进一步开发新的功能,不断改进产品外观和提高内在技术含量。
3、整个控制系统具有很大的扩展性和可维护性,在工作环境改变时,可灵活增添或减少设备。不用考虑其他事项,这对于系统的不断完善和升级换代奠定了很好的基础。使它的实时性、灵活性、组网方便性以及可维护性获得很好的保证。在一定程度上简化程序设计的工作量。






