2 应用设计 2.1 HXFA368型条并卷联合机的动作流程概述
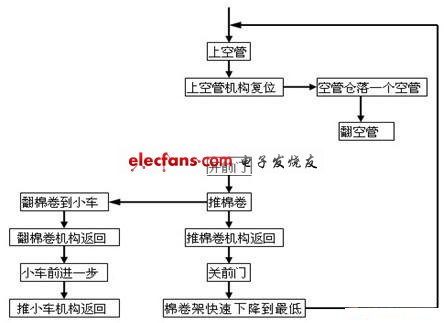
图1 HXFA368型条并卷联合机的部分动作流程图 2.2HXFA368型条并卷联合机的自动动作的实现 HXFA368型条并卷联合机具有机电一体化程度较高的特点,其主动力由11KW的变频电机通过变频来实现变频调速控制,各个分步动作的实现主要由电磁阀控制压缩空气驱动气缸来实现动作控制,上下空管、翻棉卷、棉卷支架上升下降、推棉卷、小车前进、前防护门开合、空管仓落空管以及送空管机构上升下降等动作都对应着相应的电磁阀和气缸,而整个动作的协调运作则有PLC控制器来实现控制功能,在此只做一个简单的概述。 2.3 控制电磁阀的PLC程序设计概述 HXFA368型条并卷联合机上的各种自动动作的实现是通过用PLC控制电磁阀来实现的,下面是一段对部分动作进行控制的步进程序。
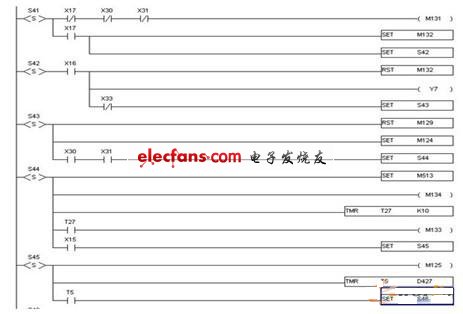
图2 步进程序 PLC通过对各个自动动作的限位点的检测来实现对各个汽缸动作执行的协调,气缸是通过电磁阀控制的压缩空气来驱动的,具体动作执行的是否到位是通过传感器的检测来确定的。汽缸的运行速度则是通过调节节流阀来实现调节的。 2.3 控制电磁阀的人机界面程序设计概述 在HXFA368型条并卷联合机上为了便捷的实现对各种自动动作的分立调试在此应用了台达DOP-AE10THTD型人机界面。通过人机界面可以方便的实现操作人员对各个电磁阀的实时控制,大大的方便了对各个自动动作的调试。 2.3.1 HXFA368型条并卷联合机上通过人机界面控制和调试电磁阀执行动作的界面设计。

图3 界面设计 在此界面中通过对打开棉卷夹盘,推棉卷,翻空管一次等触摸键的操作可以实现对相应电磁阀的控制,电磁阀通过对压缩空气的控制来实现压缩空气对气缸活塞的驱动进而实现相应的汽缸动作。在设备的调试过程中调试人员先通过调试设定界面中的触摸键来控制单步动作的执行,然后根据实际操作的需要来调整节流阀,以此实现对气缸运行速度的调节。 3 HXFA368型条并卷联合机气动控制系统中常见故障及解决方法 3.1 电磁阀故障 电磁阀做为一种执行元件受控于PLC控制器,由于棉纺织设备长时间处于24小时运作状态电磁阀长期动作易造成电磁阀吸合不到位或者彻底损坏两种情况,电磁阀吸合不到位在HXFA368型条并卷联合机上体现出来的状态是间歇性动作故障,进而引起设备间歇性故障停车,在此种状况下当对单个电磁阀进行检测时又不好判断出阀体埙坏,需要根据具体情况进行综合判断;在电磁阀彻底埙坏的情况下体现出来的故障情况是某个动作不执行,在此情况下可以根据实际情况更换相应的电磁阀来解决问题。 3.2 传感器故障 在设备自动动作执行的过程中需要用传感器对气缸动作的执行进行限位检测以便PLC对设备的自动动作进行逻辑上的协调控制,检测传感器的选用一般有磁感应传感器和接近开关两种类型,检测传感器一旦损坏就会导致自动动作停留在某个动作位停止而不继续往下执行下一步动作。遇到这种故障情况时就应当根据自动动作执行的情况来查找个并更换相应受损的传感器。 3.3 气缸故障 作为一种重要的执行部件气缸通常会因为长时间的运作而导致气缸内部的活塞出现漏气现象,这种故障情况下气缸所表现出的现象是在压缩空气送入气缸后气缸不动作或者动作力度及行程达不到相应的要求,遇到这种情况时就应当对损坏的气缸进行维修或者更换气缸。






