手机版
微信
首页
资讯
新品
品牌
技术
活动
百科
对不起,您查找的页面不存在,以下信息有没有您需要的?
更多..
新品速递
ALC05-I 型井口
FK108型快速原油
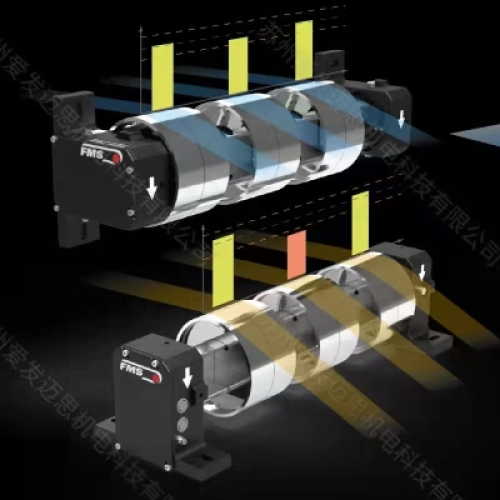
FMS-segFORCE
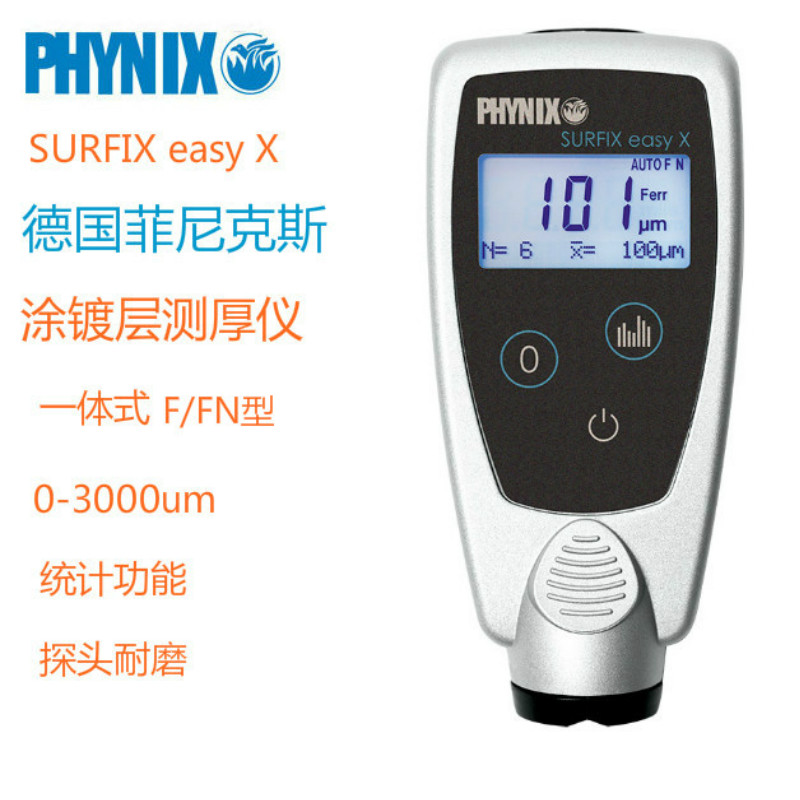
德国菲尼克斯SURF
温州鞋底吐霜试验
智能多参量变送器
智能多参数变送器
天速达 TruSpeed
图柏斯TruPulse 3
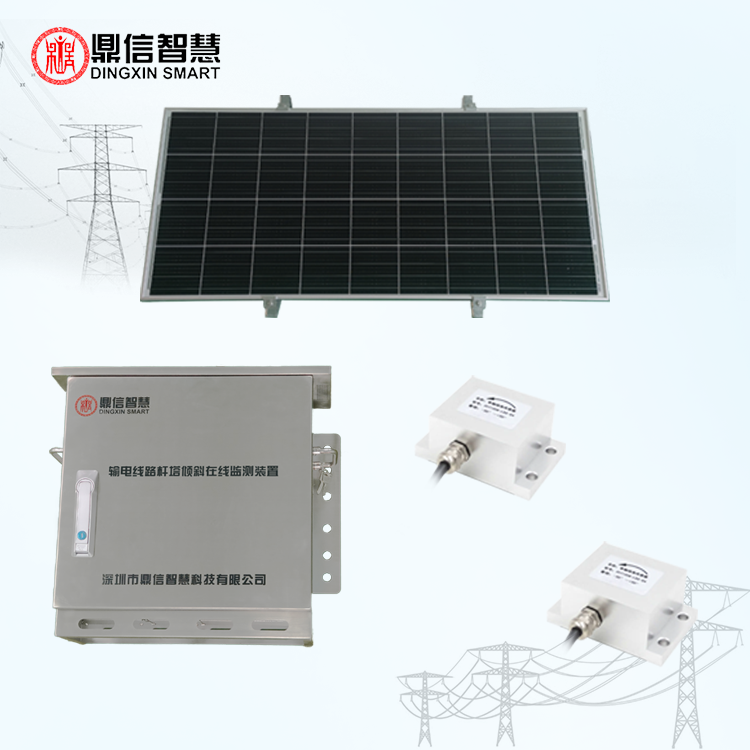
输电线路杆塔倾斜
输电线路微气象在
输电线路图像在线
输电线路微气象在
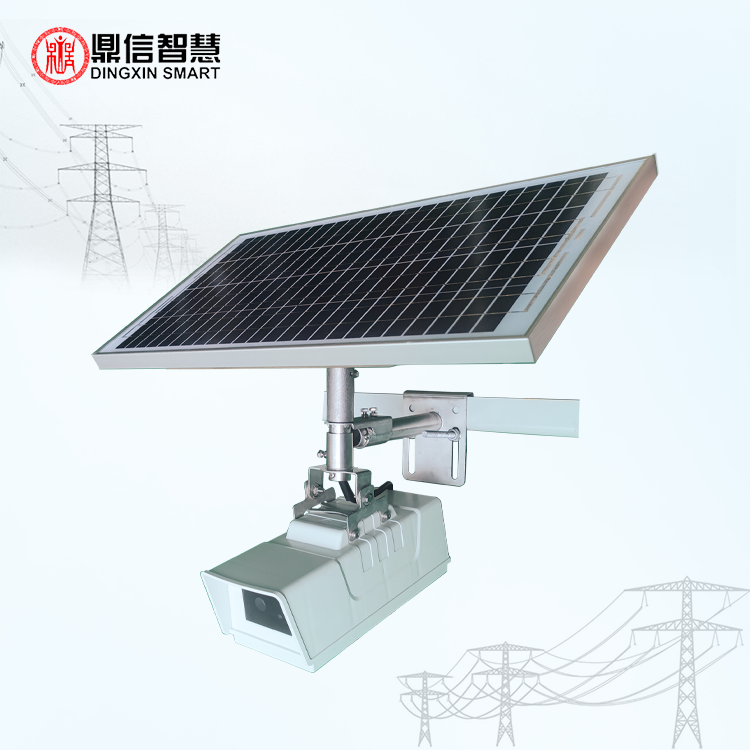
输电线路视频监控
JYL25系列网络多
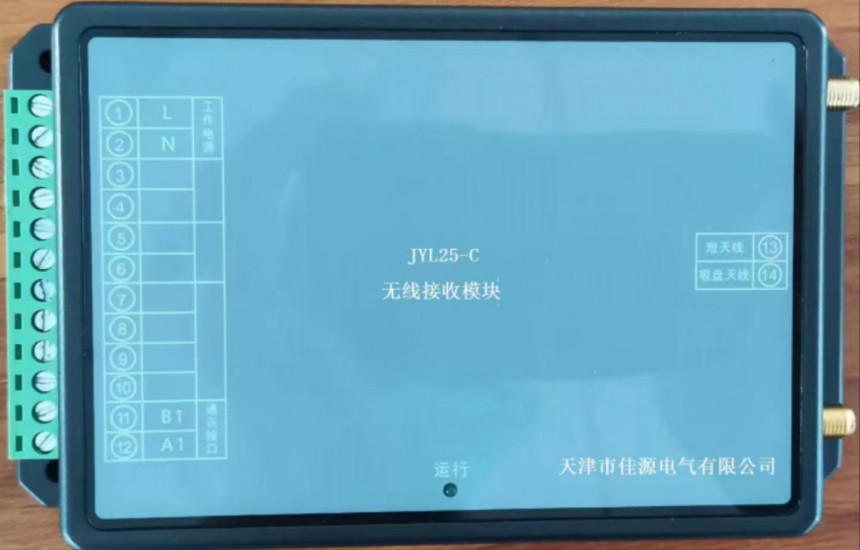
JYL25-C智能无线
JYL25-B电气接点
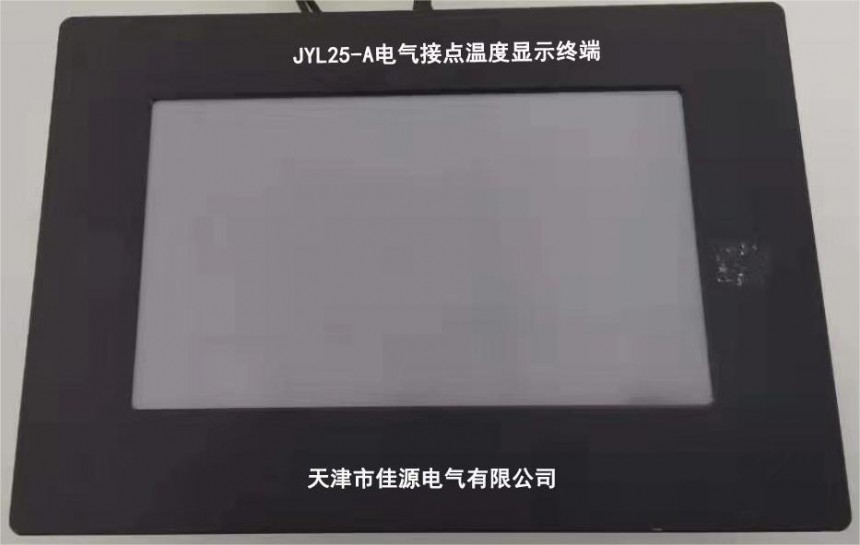
JYL25-A温度显示
钢铁分析仪,钢铁
鸿宝稳压器SBW三
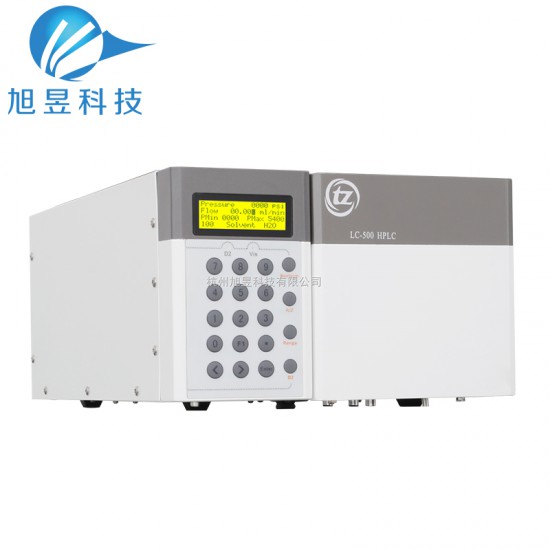
紫外可见检测器
邦纳IO-li<em><
凌华科技发布AES-
迅鹏智能数显多功
船用交直流接触器
厚物科技PXIe机箱
厚物科技PXIe机箱
城轨车辆全景彩色
铁路机车乘务员值
用于重要 USB
2.6G采样率高速
美国EXC原厂1553B
高精度无线电高度
USB接口1553B总线
USB接口ARINC429
紫外线火焰探测器
华北工控基于瑞芯
Hydra3D CMOS传
康耐视推出高速转
华杰智控 HJ307
更多..
最新技术
5G科普——常用通信测量仪器以及测量过程
安科瑞电力系统中变电运维技术的研究
中鑫汽配(张家港)有限公司10kV变电所工程
探讨智慧消防在现代城市中的应用有哪些?
图尔克成功案例 | 通过RFID避免错误
机电一体化应用中的电机控制与保护路径分析
汽车零部件无损检测技术
汽车动力性检测的目的是什么
工业物联网与消费物联网有哪些区别?
更多..
资讯中心
新技术新装备助力“深海捞”
布局产业新赛道 工信部详解现代化产业体系
【两会之声】关注国产替代,大力发展高端仪
工业和信息化部办公厅关于开展2023年服务型
勇当制造业“尖子生”——“世界工厂”广东
我国正发展空间碎片测轨新技术
国家重点研发计划重点专项 “单细胞质谱分
喜讯!我国迎来了软件领域关键核心技术的世
工业机器人将迎需求高峰
 对不起,您查找的页面不存在,以下信息有没有您需要的?
对不起,您查找的页面不存在,以下信息有没有您需要的?