一、系统概述及设计方案
1、胎面线原运行操作
(1)宽度测量—操作员手动卷尺测量并记录
(2)牵引速度—手动调节电位器改变变频器的输入电压改变生产线的牵引速度
2、增加测宽调速功能的必要性和可行性分析
(1)宽度测量人为因素引起的误差比较大,不可控。牵引速度手动调节如果没有宽度的时时趋势很难。需要不断手动测量,改变速度,直至宽度、重量合适为止。另外,数据的记录和保存在手动情况下影响因素太大,而且数据量比较小,很难真实地反映生产线上的趋势变化,当然统计中得到的过程控制参数就没有太大的参考价值。所以实现智能测宽,自动调速,时时数据保存,就显得十分重要。
(2)分析生产线牵引速度一般在25米/分钟左右,由客户要求对宽度控制精度要求比较高,允许公差在正负1毫米,重量只需上位显示保存,不做为反馈参与调速。因此只需宽度采集频率要高,控制算法合理及可满足使用要求。
3、系统设计
(1)宽度测量采用1000点测宽镜头直接与上位单功通讯,采集频率可以达到100HZ,足够反馈要求,为使测量精度更高,采用两个镜头,使得宽度理论测量精度在0.2mm以内。
(2)速度控制算法模型采用PID模式。
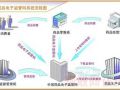
(3)整个系统的工作原理图如下:

二、项目实施技术处理
对本项目实施中有以下三点点功能比较突出。
(1)1000点镜头的使用
采用1000点镜头直接与上位连接,采集周期很短,宽度反馈的时时性很好,就为调速提供了有利的反馈参照。另外我公司目前测宽大多数需要外加一套测宽主机。如果在以后的用到类似的测量中,带上位PC的话,可以不加测宽主机,以节约成本,同时也减少了硬件故障点。使系统更稳定。
(2)设计适合于现场的速度控制算法简单介绍如下:
系统速度控制采用两步来操作,在刚开是生产时,观察宽度趋势的同时采用手动调节速度,当前宽度至调节死区范围内即可切换为自动控制。
系统手动采用脉冲量的高次函数输出,使得在加速和减速分别通过一个点动按扭既可以实现速度大范围粗调,又可以速度小范围精调。操作很直观、人性化,手动模式下在规格刚生产时控制效果好,有效减少费料。

自动调节采用变异的PID模式算法,简单介绍处理过程如下
1设定时间常数;2设定比例系数;3对趋势值和设定值的差值积分;4计算速度变化量并输出;5在差值符号变化的时候积分量归零。

整体速度控制过程的结果如下图

(3)系统嵌入QS9000中过程统计。
本系统在历史数据处理和统计方面增加了QS9000的过程统计,以此分析这个系统的控制能力,得到系统的能力指数和性能指数等关键信息,方便用户及时调整工艺,节约成本。

历史趋势图
在系统中自动对历史数据分析,形成SPC系统中的X(bar)—R图,信息齐全,可以很直观的看到系统的能力指数等统计信息,并对工艺卡的参数修改提供了很强的参照依据。