1 引言
Rockwell自动化系统以其简便的应用,直观的应用界面,开放的编程软件,开放的通讯协议,在很多行业的自动化控制系统中得到了广泛的应用。而其 DeviceNet现场总线和其它的现场总线相比,具有简便的网络组态,稳定、可靠、高效的网络通讯,开放的通讯协议等等优点。
由云南昆明船舶设备集团公司研发、生产的烟草机械“烟片在线回潮系统”,用于烟厂新一代制丝工艺中烟片在进入储柜发酵前的预处理新工艺,和传统的工艺相比,经过在线回潮后的烟片的松散性,水份都得到很好的提高,而且还具有杀灭虫卵,去除清杂气的特有功效。目前此系统已在全国的大多数烟厂投入使用,并受到用户的好评。已经成为烟厂新制丝线上新工艺的标准模式。
在线回潮系统电气控制平台根据用户的需要有多种配置。既有Siemens的Profibus现场总线平台也有Rockwell的DeviceNet总线平台。本文以南宁烟厂的模式为例,介绍采用DeviceNet现场总线的控制平台。
2 系统功能简介
系统由57台设备组成。经过拆包后的片烟垛经过装箱翻包机装入钢制周转箱内,然后经过垂直分切机将整片的片烟垛切为均匀的五片,等到准备好五箱后,将五箱切好的片烟送进回潮机内,通过抽真空,加蒸汽,加水的回潮工艺处理后,周转箱送到后段的设备,将烟片倒入松散机,通过喂料机和传送带送到后面的工艺段,空的周转箱又可以进行下一个工艺过程。限于篇幅和专利的原因,在这里对具体设备不做详细介绍,着重介绍控制系统。

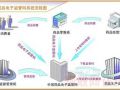
图 1 平面电控系统的组成示意图
2.1 控制系统的组成
控制系统由配电柜,控制器件柜,变频起器柜,两台回潮机的两门单独的控制柜以及分布在各段设备旁的I/O从站组成。见图1。
整线控制系统的主控制器采用Rockwell的ControlLogix5000系列PLC ControlLogix5555可编程控制器,控制模式具有手动、自动、闭锁几种。配置一个Digital公司的GP2600触摸屏用来监控整线设备的状态,各种实时报警和报警历史记录,一些强制的功能操作,以及各个变频器的频率显示和设定。两台回潮机的两个单独的控制器选用SLC500系列L543可编程控制器,每一个PLC各陪置一个Digital的GP2500触摸屏,回潮机的自动控制程序很大方面取决于触摸屏上所设定的参数,所以和整线的触摸屏相比,GP2500还多了更多的工作参数的设定,还具有回潮机内温度曲线的趋势图的功能。两台回潮机采用独立的控制柜是用户考虑到将来在某些特定场合下需要单独使用回潮机来处理一些烟叶,这时就不需要整线的控制系统工作,只需回潮机的控制柜工作就可以。
两用开包机的控制系统的现场总线配置如图2所示:

图2 现场总线配置
整线控制系统的现场总线的主站(Master)为1756-DNB/A网络扫描器,整个总线上共挂接了9个Danfoss的VLT 5000系列变频器,16个TURCK公司的BL200系列分布式I/O从站,两台回潮机的两个单独控制器通过1747-SDN扫描器与 ControlLogix5555通讯,注意1747-SDN要配置为从站(Slave)模式,因为在一个现场总线中只能有一个Master。另外 GP2600也通过一个DeviceNet网络适配器作为一个从站挂到总线上。
系统通过ControlLogix5555机架上的1756-CNBR/A(带冗余功能)ControlNet网桥与车间中央控制室的ControlNet相连,可以进行通讯及程序调试。
2.2 总线的设定和连接
总线的参数及各个从站的参数在Rockwell网络配置软件RSNetWorx(Ver 4.12以上)中设定。如图3所示:
图3 总线参数设定
各从站(包括变频器、BL200系列I/O)的参数总线可以从RSNetWorx配置并下载,从这一点也体现了一个DeviceNet现场总线的一个特点,设计人员可以通过总线上载、配置、下载从站的参数,这对于调试是很有用的。特别对于象变频器这一类有大量参数的复杂设备,利用这一功能就可以省去了在变频器操作面板上的参数输入过程,让设计人员节省了大量时间和精力。而别的现场总线是没有这样的优点的。
用RSNetWorx设定好后,点击Online菜单,网络通讯建立以后就可以将硬件配置下载到网络中。在多次工程现场的经验表明:总线的连接是一个情况比较复杂的过程,有很多因素会对总线造成影响。比较常见的如:参数设定不正确、总线电气连接不完善、电磁干扰等。这就要求工程技术人员有较强专业知识和丰富的现场经验。笔者总结自己应用了多种现场总线后的经验,相对于其余的现场总线来讲,DeviceNet总线的抗干扰能力要更好,网络配置更简易。
2.3 程序编制
因为此系统的设备较多,几台主机的动作过程也较为复杂,程序的工作量还是较大的,限于篇幅就不详细介绍了,图4是在编程软件RSLogix5000中的几句简单的程序示意。

图4 编程软件RSLogix5000程序示意
另外,两台回潮机的两个单独的控制器L543也需要用编程软件RSLogix500编制程序。
2.4 人机界面(HMI)的设计
控制系统采用了三台Digital公司的GP2000系列触摸屏。如此配置的原因已在前面第二点控制系统的组成中解释。触摸屏的开发使用了Pro- face(Ver 6.0以上)软件,图5是一个画面的示例。在开发的过程中,除了软件提供的各种控件外,要开发较复杂的功能时还需要编制D-Scriptde脚本语言。

图5 人机界面示例
2.5 其他要点
在系统的开发和调试中有一些要点在此也稍做介绍。
(1) 垂直运动时变频器制动电阻的应用。垂直分切机工作过程中要让两吨多的钢架在垂直方向上运动。当切刀下降时,由于电机处于发电状态,需要将电机反馈回来的电能消耗在制动电阻上。相应的变频器要设置为外部制动电阻模式。
(2) 比例方向阀的使用。装箱翻包机采用了液压系统翻动周转箱,因为要有两个方向的驱动,而且需要驱动速度是变化的,所以液压阀采用了比例方向阀,用模拟量输出模块输出一个-10V~+10V的电压来驱动比例方向阀。
(3) GP2600的现场总线通讯方式。由于GP2600不能直接用串口与ControlLogix5555进行通讯,不能直接访问 ControlLogix5555的tag(RSLogix5000中对所有I/O及变量的定义),因此采用了GP2600上DeviceNet的方式,在这种模式下,GP2600就通过1756-DNB/A给它分配的总线I/O地址来与ControlLogix5555进行数据交换。在 RSLogix5000的程序中要对这些数据进行处理。
3 结束语
烟片在线回潮系统控制系统是Rockwell自动化系统综合应用的成功例子。它综合应用了ControlLogix5000系列, SLC500系列PLC, 分布式I/O,DeviceNet现场总线,ControlNet网络,采用总线实现变频调速。该系统功能先进,运行效果良好,得到了用户的好评。