运用操作过程进行生产的工厂在许多方面都是异乎寻常的:在那里既有各种各样不同类型的现场设备,也有传统的电机、变频器和简单的开关;在那里有长距离的总线连接着分布于各种建筑、各层楼面的许多系统区域;既有要求执行严格安全规范的潜在爆炸危险区域,也有普通的“安全”区,如原材料交货或是产品装运区域;这些繁杂的部分牵涉到许多的供货商——上述所有这些都是过程系统的特点。在化工行业的工厂自动化领域,人们对于现场总线技术总体上还是持相当谨慎的看法,这不足为奇。对于某些用户来说,用一个标准化的、完全统一的现场总线解决方案来完全覆盖这样的工厂是不可想象的。
Roche AG公司是位于瑞士Sisseln的一家生产企业,从属于DSM Nutritional Products公司,该厂已经决定抛弃保守的观念,完全利用PROFIBUS技术建造一座新的维生素E生产厂,使其在新建工厂中的自动化系统实现标准化。
在这里支持采用现场总线技术的理由并不仅仅是已经为大家所熟悉的几个

该公司对于PROFIBUS所寄予的高度期望现在已经完全实现了。下面将对该项目进行全面的介绍,从项目的计划到项目的实施,以及对系统进一步改进的想法。
Sisseln维生素E生产厂
维生素E是一种存在于植物油中的活性成分,可以在新陈代谢的循环中防止不饱和脂肪酸被氧化。现在市场对于维生素E的需求量非常大(例如食品行业),因此维生素E的生产规模也很大。DSM公司的Sisseln工厂始建于2001年,目标是建造一个年产量25,000吨的全新生产系统,它属于同类型生产装置中较大的系统之一。由于要求达到很高的生产能力,因此自动化技术在其中处于十分重要的地位。
工厂布局——安排清楚合理
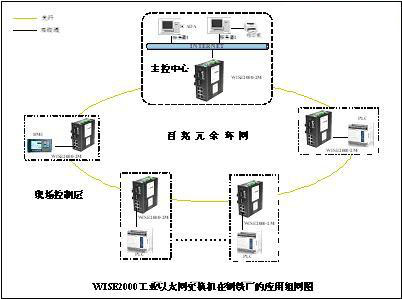
这间采用PROFIBUS系统的工厂占据了一幢建筑的数层楼面,还包括相应的储罐区域。整个系统有接近5,000个现场I/O点,分布在27个类似的厂区里。每个厂区都有一台西门子S7-400控制器用于本区域内的过程控制。系统通过现场总线为执行器和变频器供电,同时现场总线还为传感器和闭环控制回路中使用的控制阀提供电力,并且可以为PCS系统提供大量的诊断信息。
所有27台控制器都通过一个工业以太网系统互相连接,构成一个网络,然后再通过冗余的服务器连接到更高一级的终端总线上。这个更高一级终端总线的作用是作为操作员站和工程师站之间的接口数据总线,另一方面还作为控制系统和办公室网络系统之间的通讯接口。
从系统的I/O点列表中可以看出现场设备的种类非常之多、覆盖范围非常广泛。这个系统的目的是采用一个通用通讯协议在各种各样的现场设备和相应的控制器之间提供接口和操作的能力,从而简化控制系统的布置、安装、调试和维护工作。在这个方面,PROFIBUS在现场总线家族中占有独特的地位,PROFIBUS是采用多层结构的总线(虽然不同于IEC标准),这种结构已经被过去的经验证明对于过程操作类型的工厂非常适用:由于PROFIBUS总线采用模块化设计,因此可以应用在工厂的所有区域和各种类型的任务,而且通讯协议仍然可以保持标准化。这是通过采用多种可选的通讯技术和专用的应用方案实现的。
这些特定PROFIBUS应用的组态包括下列内容:
■ 用于过程自动化任务的PROFIBUS PA总线,采用MBP-IS接口(Manchester编码,总线供电,本质安全)。相关的设备被称为PA设备。
■ 用于工厂自动化任务的PROFIBUS DP总线,采用RS485接口。相关的设备被称为DP设备。
■“HART on PROFIBUS”总体定义了通过远程I/O系统对HART设备进行的操作,是HART设备同PROFIBUS主站之间进行通讯的接口。

各个厂区使用简单架构成为一体
工厂的所有厂区都具有统一的 拓扑结构来实现同现场设备之间的接口。用于现场设备与过程控制系统(西门子公司PCS7)的相应控制器之间接口的不同PROFIBUS“特定应用组态”如下:
■ 通过PROFIBUS DP/PA耦合器、连接器和现场安全栅来实现PROFIBUS PA现场设备接口。
■ 通过PROFIBUS DP远程I/O系统来实现HART现场设备接口。
■ 通过PROFIBUS DP阀门箱来实现开/关阀的接口。
■ PROFIBUS DP可以直接连接马达和变频器。
■ 可以通过PCS系统的输入/输出卡件直接连接电机。
在这个拓扑结构中有170个设备或是I/O节点连接到每个厂区的控制器,其中大多数都通过每台控制器所配备的两块PROFIBUS DP接口卡进行通讯。可以清楚地看到,同传统点对点连接方式相比,从控制器到现场的导线数量大大减少。
值得一提的是安全栅技术的重要功能,许多设备可以在达到本质安全(Ex i)要求的情况下连接到PROFIBUS PA网段上来


诊断:功能强大但尚需开发
可以对现场总线设备进行诊断是现场总线技术所带来的另一个重要优点。“诊断”是对被检测到的或是以其他方式进行表现的症状的解释,它源自于设备或过程,其目的是在适当的时间识别和修复故障、消除引起故障的原因。
现场总线设备的诊断功能被认为是非常重要的,尤其是对维生素E生产厂来说。因为这种过程工厂从本质上来说是进行连续操作的系统,没有任何长期的停工检修;而且总的来说,在全生命周期内都不会有任何改变。
这就是现场总线设备诊断能力之重要所在,从工厂操作的优化直到设备维护都需要诊断能力。部分用户开发诊断信息时的具体目标如下:
■ 可以为操作人员和设备维护人员提供条理清晰的可视化状态信息。
■ 提供统计学的故障检测日志和磨损相关的维护日志。
■ 在PCS系统中提供设备故障时以及需要维护时的标准操作程序。
利用现场总线系统诊断信息的先决条件是:
■ 现场设备中合适的诊断功能(传感器和运算能力)。
■ 诊断信息在总线上可靠通讯的能力。
■ 标准化的,适用于不同供应商的典型诊断内容定义(编码)。
PROFIBUS以及支持PROFIBUS的制造商在很早的时候就规定了大量的诊断机制,并且开发了相应的设备,这使得PROFIBUS具备强大的诊断能力成为可能。这些设备不仅被应用于PROFIBUS DP通讯协议的诊断机制,也被用于为PROFIBUS PA现场设备增加的应用方案的诊断内容。但是这方面的规定逐渐模糊,以致在有些情况下可以使用不同的错误识别代码,这取决于具体的制造商。
在该领域建立严格标准的要求已经得到了用户和制造商的赞同,目前由来自不同公司和机构的代表组成的团体正在处理此事,其中包括GMA(VDI/VDE测量和自动化协会)、NAMUR(化学医药行业测量控制标准协会)以及PI(PROFIBUS国际组织)。这个团体的目标是根据现场仪表的自我监视和诊断功能列出详细的要求,并且在PCS中协调进一步的处理工作。
根据NAM UR组织1966年在NE64中定义的状态信息分类,许多来自现场设备的不同诊断信息条款采用这种方法进行了统一的整理,以便产生一个统一中央报警。最初的成果已在2003年11月的NAMUR全体会议上发表,这项工作预计将于2004年第二季度完成。
维生素E工厂的用户开发了自己的I/O驱动模块作为不同种类现场总线设备的接口,这种接口还被用来执行NAMUR 64规定的诊断评估和WinCC层面的相关可视化工作。
设备操作:两种方法互相竞争
只有具有开放架构的系统才能够完全享有现场总线技术的全部好处,也就是需要采用来自不同制造商的设备。为了控制这些设备在安装、参数设置和操作方面的多样性,PROFIBUS开发了集中的、标准化的现场设备操作模式。这种设备操作模式采用了两种方法(EDD,电子设备描述;FDT/DTM,现场设备工具/设备类型管理),各有其优缺点,目前他们正在市场上展开相互竞争。在这里用户需要做出自己的选择,由于这两种方法都在迅速发展优化,因此目前只能给它们作出暂时性的评价。
经验总结
■ PROFIBUS非常适合复杂过程类型工厂的自动化应用,因为PROFIB
■ PROFIBUS PA设备之间的通讯十分可靠,尽管来自不同制造商的大量设备在同时使用,但是并不存在根本性的技术困难。而且所有设备的可设置参数很多,在这方面需要采取的补救措施也许只是抑制不需要的参数。
■ 采用PROFIBUS所需要的资金总额和远程I/O技术相当,但是同端子板并行接线的方式相比,可以节约30%的资金。
■ 在已经得到应用的技术(HART,PROFI-BUS DP)中发现了一些意外的情况。例如在开始阶段产生的问题:固件不兼容;在HART设备中,HART信号干扰控制阀的执行信号。然而这些问题都已经被发现,并且在制造商的帮助下,采用集成的诊断技术迅速得到了解决。
■ 来自不同设备制造商的PROFIBUS需要用户具备较深的专业知识,以便判别和解决问题。
■ 只有像PROFIBUS用户组织和NAMUR协会建议的那样,由制造商把他们生产的设备提交给独立的第三方机构进行检验、测试和认证,才能从根本上解决多供应商的问题。
■ 诊断能力可以帮助用户提高产能。在这方面,PROFIBUS已经提供了良好的基础,不过仍然需要在协调控制系统方面继续发展,向简单化和标准化的目标前进。
■ 在操作员控制和操作方法之间的竞争中,我们对于两者(EDD和FDT/DTM)都有正面的经验,也发现了它们的局限。从长期的眼光来看,FDT/DTM具有成为用户所需的开放工业标准的潜在可能性。但是一个附加的测试和认证程序(DTM检验员)也毫无疑问是基本的组成部分之一,这样才能可靠地排除出错的可能性。
成功的经验已经铺平了将来完全采用PROFIBUS-PA来装备新建工厂的道路,远程I/O系统将会作为一种中间过渡产品而被忽略。这一结论同2002年发表的FuRIOS研究报告在很大程度上是一致的。