1、前 言
济南钢铁集团总公司中板厂(简称济钢中板厂)四辊轧机主传动电控系统于1998年进行了改造,采用西门子SIMADYN D全数字系统取代了原模拟系统。但改造后存在以下问题:
(1)系统稳定性不佳。受环境温度的影响,咬钢瞬间常出现严重上翘和下扣问题,上翘会导致轧机挡水板和精除磷喷嘴损坏,下扣则使钢板钻进辊道造成废品事故。
(2)系统软件未能实现负荷平衡控制功能。四辊轧机咬钢后,轧制过程中,由于上下辊瞬间出力不均,常出现上辊拖动下辊工作或下辊拖动上辊工作现象,造成单台电机过载跳闸、坯料停留在工作辊中、烧伤工作辊的事故。
(3)意外事故频繁。四辊轧机在正常轧制未过载的情况下,常出现烧坏功率单元及快熔事故,使故障影响时间和备品备件费用提高。
针对以上问题,为减少四辊轧机轧制废品量,降低故障影响时间,提高机时产量,济钢中板厂决定对四辊轧机主传动电控系统实施进一步改造。
改造设计中,结合原有设备,新增一套电枢控制装置,综合运用工业网络控制技术和6RA70数字装置,构架出一个网络系统,完成新老系统硬件与软件的共享,实现与原有SIMADYN D老系统互为备用。网络系统由三部分构成:现场传动网-Profibus-DP网,多点联结串行接口网-MPI网,设备对设备通讯网-Peer-to-Peer网。
2 控制系统硬件设计
保留原有高低压开关柜、整流、励磁变压器、SIMADYN D控制柜等设备,增加一套以西门子6RA70装置为核心的调节系统、以国产功率晶闸管并联组成功率单元的传动电控系统,新老系统间通过网络技术的综合应用联为一个整体,新主传动系统可以共享老系统的硬件及软件资源,节省大量经费支出。老系统仍可以相对独立工作,组成一个新老系统互为备用的新整体。
网络技术的应用使得二者硬件、软件可靠结合又相对独立,共同组成电机的调速装置,构成速度、电流双闭环调速系统,基速以下调压,基速以上弱磁调速系统。
主回路原理见图1,系统硬件组态见图2。

图1 主回路原理图
虚框内为保留设备
1整流变压器
2 老系统功率柜
3 老系统快速开关
4 平波电抗器
5 老系统线路开关
6 主电机
7 老系统测速机
8 励磁变压器
9 励磁柜(新老系统共用)
10 老系统交流刀开关
11 新系统交流刀开关
12 新系统功率柜
13 新系统快速开关
14 新系统线路开关

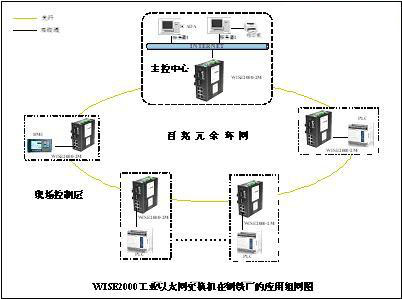
图2 网络系统硬件组成
3 网络技术的应用
3.1 MPI网 原系统上、下辊两台S7300 PLC(CPU 314)和新系统上、下辊两台S7-300 PLC(CPU-315)连接成MPI网进行数据传输,实现了新系统和老系统的数据共享及控制信号的传送,使得新、老系统组成一个相对整体系统。通过MPI网传输的数据主要有主给定值、电压电流实际值等。 利用MPI网传输的全局变量设置见表1。 点击看原图 3.2 PROFIBUS-DP
MPI网是一个多主站网,适用于大数据量的传输。常用在数个CPU之间的数据传输,或者是CPU与上位机之间的数据传输。利用MPI网可以组成多个PLC之间的通讯网,互相进行信息交换。也可以连接上位机,做成人机接口。在其上面可以对网上的所有PLC进行编程,运行监控。利用画面编程软件,可以建立人机接口,可以用图形化的画面反应设备运行过程,便于运行维护人员进行监控。
表1 变量设置
系统采用德国DIN19245标准PROFIBUS-DP网络(即SINEC L2网络),它符合EN50170国际标准。其特点是:信息帧短,处理信息速度快,实时性强,容错性强,32位浮点运算使得控制精度高,6RA70的闭环调节精度小于0.006%,在轧机控制中能够满足高精度要求。特别适合高速循环通讯。
系统分别以新上、下辊PLC做为主站,新上、下辊两套6RA70装置及老系统6RA24装置做为从站组成了两个PROFIBUS-DP网。装置之间通讯采用STEP 7编程完成,实现了新上、下辊PLC主站与从站角组6R70装置、星组6RA70装置、6RA24励磁装置的信息实时准确交互功能。
3.3 Perr-to-Peer网 3.3.1 装置对装置协议的串行连接 3.3.2 装置对装置链接的诊断和监控功能 (2)诊断参数r799或r809提供了有关按顺序分配的有故障和无故障电报的资料,以及已经发生的任何通讯故障,通过连接开关量连接器B6031或B9031到故障信息触发器,这就使即使故障信息持续存在也能够被复位,因此确保了驱动装置在装置对装置接口故障时仍能通过手动操作。 通过三种网络的综合应用,有效地实现了PLC之间、PLC与数字装置之间、数字装置与数字装置之间的数据传输。 4 结 语
这是西门子设备之间通讯的一种专用网络,用于设备之间点对点的通讯,具有速度快、实时性强的特点。在本系统中用于星组和角组之间的电流设定值传送,保障两组间的负荷电流完全相等。为最终控制效果达到负荷平衡奠定了有效的技术基础。
相同的整流器在装置对装置链接中可以功能化为主(给定源)和从(给定接收),通过装置对装置的链接,信号可以从一台整流器以完全数字的形式传送到另外的整流器,“串行连接”最多31个传动可从传动1接收相同的给定。信号可在驱动装置中流通,每个驱动装置在数据处理完毕后只向下一装置继续传递数据。
(1)所有传送和接收的有用数据通过显示参数r812/r813或r814/r815来校对。
生产实践表明,网络技术的综合应用,使得新老系统达到共享软件、硬件资源,互为备用,并且使得6RA70控制系统运行稳定、准确、可靠,实现了负荷平衡;技术参数均满足了工艺要求,无故障率达到100%。四辊轧机的轧制力得到了开发,每年减少了四辊主轧机轧制废品量及质量异议钢板约5000t,每年降低设备影响时间12.5h,每年增创经济效益350万元。