上海吴泾化工厂,醋酸分厂10万吨生产装置始建于1995年.在生产过程中,每生产1吨的醋酸则需要甲醇0.5吨,一氧化碳(CO)500Nm3,该装置每小时需消耗6000Nm3一氧化碳,同时产生大量的尾气并通过火炬燃烧,向大气环境中排放.
为了减少生产成本,提高醋酸产品在市场中的竞争力,上海吴泾化工厂决定上一套尾气回收装置,将尾气中的CO回收再生产利用.
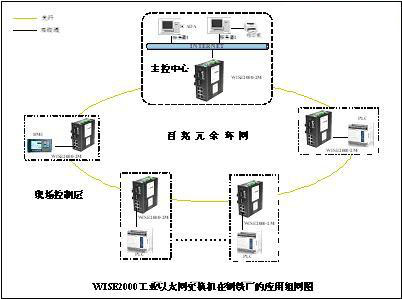
解决方案: 基于现场总线Profibus DP/PA的控制系统PCS7
用户曾经考虑选用日本某生产PLC的公司 的PLC作为控制系统,但是在考虑方案的过程中, 发现电缆和桥架的费用大大超过PLC的硬件费用,原因是控制室距生产装置约有300m远.用户随即考虑现场总线的方案,并与美国某著名过程自动化及仪表公司及 西门子公司展开讨论.
经过多次回合的谈判与比较, 用户最后选用西门子公司的PCS7及现场总线Profibus DP/PA技术.
由于采用了Profibus总线的开放性技术,实现了与第三方产品的通讯,比如在该项目中,在防爆区域内所采用的P+F公司远程智能DI/DO数据通讯器.
系统的构成: PCS 7 AS-416CPU系统,4 个DP/PA 连接器和15 个耦合器.
现场总线仪表: 42台SITRANS P压力/差压变送器, 25个SIPART PS2智能电气阀门定位器,5个SITRANS T3K-PA温度变送器.
用户反馈:该项目的总投资结算后,成本比原计划减少31%.项目投资的减少,污染排放得到了有效控制,生产的产品成本降低,增强了市场的竞争力.系统自2000年6月运行以来一直良好.
工程与现场调试:整个工程的实施由西门子上海工业自动化有限公司(SIAS)完成,包括硬件与柜 子的成套,软件组态, 回路测试,现场验收测试.
协助现场安装及回路测试,仪表参数的设置和组态,协助用户现场开车投产.
项目负责人: 彭洁博士(A&D PAS), 刘英灏先生(A&D PI)