1、概述
本文介绍大连实德银川基地混料自动控制系统,采用德国西门子公司的S7可编程序控制器,成功应用于大连实德银川基地混料系统生产线。
大连实德银川基地混料系统的生产过程全部由可编程序控制器S7-300完成,即将生产工艺配方输入到系统监控配方程序中,由称重计量仪器动态检测电子称称重传感器的信号,并将控制信号传送给可编程序控制器,再由可编程序控制器产生各执行机构的控制命令来实现混料生产的自动化,提高混料各配方原料的准确性和生产效率。
2、系统功能
混料系统的主要功能是多种原料经过送料系统进入料仓以后,按照生产配方给定的原料配比从各料仓加到电子称中进行计量称料,再送入热冷混料机组中混合搅拌,并相应控制物料混合搅拌时的温度,以保证物料混合均匀和混合料的特性达到生产工艺要求,最后将混合好的混合料送入干混料仓内,以供型材挤出机生产线使用。
混料系统需解决的主要问题包括:
(1)实时采集各电子称称重传感器的称重信号。
(2)根据称重信号和生产配方产生罗茨风机、电磁旋转阀、电磁碟阀等的控制信号。
(3)动态检测和处理混料过程中可能出现的各种故障。
(4)下位机和上位机的通讯
(5)上位机的集中监控。
混料时,称重仪器选用的是莱梅特RWA-AD模数转换模块,可以设置和定制参数,采集称重传感器信号,输出数字信号。借助配方给定的原料配比产生执行机构的控制命令,并通过可编程序控制器控制各辅料罐的螺旋送料器、电磁阀和混料机组阀门的起停和开闭。通过检测电机保护装置,阀门位置开关状态获取电机、阀门的运行和故障情况,并可在工控电脑显示屏上进行监控。
3、可编程控制器系统组成
系统组成按站点划分。混料机组独立控制,与整个混料系统建立基于ProfiBus 通讯。
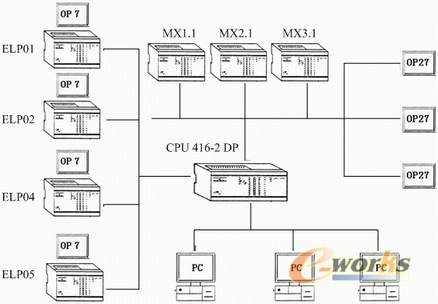
站1:为上位机,采用西门子工控机;CPU为2.4G,内存为256M,采用以太网与系统PLC连接。采用WEBfactory组态形成监控图形。
站2:1号混料机组PLC,使用一台西门子S7编程器。上位机采用ProTool组态,PLC和SIMATIC OP27通讯连接,监控混料机组运行。
站3:2号混料机组PLC,使用一台西门子S7编程器。上位机采用ProTool组态,PLC和SIMATIC OP27通讯连接,监控混料机组运行。
站4:3号混料机组PLC,使用一台西门子S7编程器。上位机采用ProTool组态,PLC,监控混料机组运行。
站5:挤出现场PLC。采用西门子S7-215,共4组。用于控制挤出生产线四条绞龙运行和SIMATIC OP7通讯连接用于现场控制。与整个混料系统PLC采用基于ProfiBus 通讯。总系统采用站1监控。
4、基于ProfiBus DP 通信
PROFIBUS现场总线是国际性的开放性现场总线标准,是一种符合IEC61158标准的现场总线。PROFIBUS-DP经过优化的高速、廉价的通信连接,是专门用于自动控制系统和设备及分散的I/O之间的通信网络。PROFIBUS-DP用于基础控制层的高速数据传送,主站周期地读取从站的输入信息并周期地向从站发送输出信息。PROFIBUS-DP的上述特点使其在工业电气自动化领域占据了重要的地位。
本系统中ProfiBus DP总线完成PC与各设备之间的通信,并采用主从方式通信:主机(S7-416-2DP PLC)作为ProfiBus DP主站,以轮询方式对下属各从站(如ET200S﹑S7-300 PLC等)进行定周期扫描和读写。主机通过ProfiBus DP总线将指令传送到对应的数据区,并将各设备返回的状态信号从对应的数据区取出,从而实现对下属每个设备的监控。
5、系统监控通讯配置图
6、系统监控通讯程序
Network 4 S7 connecting
CALL "MX1.1_connect" //连接1#混料机组PLC
CALL " MX2.1_connect" //连接2#混料机组PLC
CALL " MX3.1_connect" //连接3#混料机组PLC
CALL "image: MX1.1"
CALL "image: MX2.1"
CALL "image: MX3.1"
CALL "image: S31- 32"
CALL "image: S33- 34"
Network 5 Control Signals PC (VISU) -> PLC
CALL "image: S11-16"
CALL "image: S17-22"
CALL "fc_pc_flags_set"
Network 6 Control Signals PC (Prisma) -> PLC
CALL "fc_pc_flags_set"
7、结束语
混料系统控制构成复杂,控制任务多,逻辑繁琐。即要实现对现场各控制点的控制和监控。又要完成现场各种数字量、开关量的检测以及对周边设备,如各种运行电机和风机的控制。采用功能强、安全系数高的德国SIEMENS SIMATIC S7系列可编程序控制器,整个控制系统完全满足混料系统控制工艺要求,实现了混料自动控制以及送料全过程的协调控制,系统性能好,操作使用方便。确保生产任务正常完成。




