电镀的定义
电镀是指在含有欲镀金属的盐类溶液中﹐以被镀基体金属为阴极﹐通过电解作用﹐使镀液中欲镀金属的阳离子在基体金属表面沉积出来﹐形成镀层的一种表面加工方法。镀层性能不同于基体金属﹐具有新的特征。根据镀层的功能分为防护性镀层﹐装饰性镀层及其它功能性镀层。
电镀的基本知识
电镀液
1.主盐
主盐是指镀液中能在阴极上沉积出所要求镀层金属的盐﹐用于提供金属离子。镀液中主盐浓度必须在一个适当的范围﹐主盐浓度增加或减少﹐在其它条件不变时﹐都会对电沉积过程及最后的镀层组织有影响。比如﹐主盐浓度升高﹐电流效率提高﹐金属沉积速度加快﹐镀层晶粒较粗﹐溶液分散能力下降。
2.络合剂
有些情况下﹐若镀液中主盐的金属离子为简单离子时﹐则镀层晶粒粗大﹐因此﹐要采用络合离子的镀液。获得络合离子的方法是加入络合剂﹐即能络合主盐的金属离子形成络合物的物质。络合物是一种由简单化合物相互作用而形成的“分子化合物”。在含络合物的镀液中﹐影响电镀效果的主要是主盐与络合剂的相对含量﹐即络合剂的游离量﹐而不是绝对含量。
3.附加盐
附加盐是电镀中除主要盐外的某些碱金属或碱土金属盐类﹐主要用于提高电镀液的导电性﹐对主盐中的金属离子不起络合作用。有些附加盐还能改善镀液的深镀能力﹐分散能力﹐产生细致的镀层。
4.缓冲剂
缓冲剂是指用来稳定溶液酸碱度的物质。这类物质一般是由弱酸和弱酸盐或弱碱和弱碱盐组成的﹐能使溶液遇到碱或酸时﹐溶液的pH值变化幅度缩少。
5.阳极活化剂
镀液中能促进阳极活化的物质称阳极活化剂。阳极活化剂的作用是提高阳极开始钝化的电流密度﹐从而保证阳极处于活化状态而能正常地溶解。阳极活化剂含量不足时阳极溶解不正常﹐主盐的含量下降较快﹐影响镀液的稳定。严重时﹐电镀不能正常进行。
6.添加剂
添加剂是指不会明显改变镀层导电性﹐而能显著改善镀层性能的物质。根据在镀液中所起的作用﹐添加剂可分为﹕光亮剂﹐整平剂﹐和抑雾剂等。
电镀反应
1.电化学反应
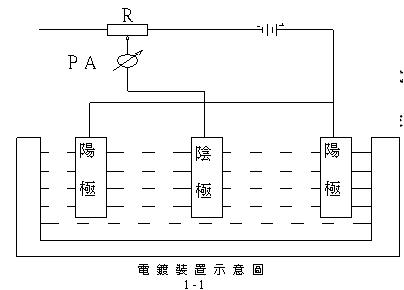
下图是电镀装置示意图﹐被镀的零件为阴极﹐与直流电源的负极相连﹐金属阳极与直流电源的正极联结﹐阳极与阴均浸入镀液中。当在阴阳两极间施加一定电位时﹐则在阴极发生如下反应﹕从镀液内部扩散到电极和镀液界面的金属离子Mn+从阴极上获得n个电子﹐还原成金属M
另一方面﹐在阳极则发生与阴极完全相反的反应﹐即阳极界面上发生金属M的溶解﹐释放n个电子生成金属离子M n+。
2.法拉第定律
电流通过镀液时﹐电解质溶液发生电解反应﹐阴极上不断有金属析出﹐阳极金属不断溶解。因此﹐金属的析出(或溶解)量必定与通过的电荷有关。根据大量实验结果﹐法拉第建立了析出(或溶解)的物质与电荷之间的关系的定律。
法拉第一定律﹕电极上析出(或溶解)物质的重量与进行电解反应时所通过的电荷成正比﹐即﹕m=kQ=kIt(m为电极上析出或溶解物质的质量﹔Q为通过的电荷时﹔K为比例常数﹔I为电流﹔t为通电时间。
法拉第第二定律﹕在不同的电解液中﹐通过相同的电荷量时﹐在电极上析出(或溶解)物的物质的量相等﹐并且析出(或溶解)1mol的任何物质所需的电荷量都是9.65X104C.这一常数称为法拉第常数﹐用F表示。K=M/F
3.电流效率
电镀时﹐阴极上实际析出的物质的质量并不等于根据法拉定律得到的计算结果﹐实际值总小于计算值﹐这是由于电极上的反应不只一个﹐例如镀镍时﹐在阴极上除发生这一主反应外﹐还会发生副反应。
4.电镀液的分散能力
镀溶液的分散能力是指电镀液所具有的使金属层厚度均匀分布的能力﹐也称均镀能力。电镀液的分散能力越好﹐在不同阴极部位所沉积出的金属层厚度越均匀。
5.电镀液的覆盖能力
在电镀生产中﹐常用到的另一个概念是覆盖能力﹐亦称深镀能力﹐它是指电镀液所具有的使镀件的深凹处沉积上金属镀层的能力。分散能力和覆盖能力不同﹐前者是说明金属在阴极表面分布均匀程度的问题﹐它的前提是在阴极表面都有镀层﹔而后者是指金属在阴极表面的深凹处有无沉积层的问题.
电极及反应机理
A.电极电位
当金属电极浸入含有该金属离子的溶液中时﹐存在如下的平衡﹐即金属失电子而溶解于溶液的反应和金属离子得电子而析出金属的逆反应应同时存在﹕
平衡电位与金属的本性和溶液的温度﹐浓度有关。为了精确比较物质本性对平衡电位的影响﹐人们规定当溶液温度为250C﹐金属离子的浓度为1mol/L时﹐测得的电位叫标准电极电位。标准电极电位负值较大的金属都易失掉电子被氧化﹐而标准电极电位正值较大的金属都易得到电子被还原。
B.极化
所谓极化就是指有电流通过电极时﹐电极电位偏离平衡电极电位的现象。所以﹐又把电流-电位曲线称为极化曲线。产生极化作用的原因主要是电化学极化和浓差极化。
(1)电化学极化
由于阴极上电化学反应速度小于外电源供给电子的速度﹐从而使电极电位向负的方向移动而引起的极化作用。
(2)浓差极化
由于邻近电极表液层的浓度与溶液主体的浓度发生差异而产生的极化称浓差极化﹐这是由于溶液中离子扩散速度小于电子运动造成的。
第四节 金属的电积过程
电镀过程是镀液中的金属离子在外电场的作用下﹐经电极反应还原成金属原子并在阴极上进行金属沉积的过程。下图(1-2)是电沉积过程示意图﹐完成电沉积过程必须经过以下三个步骤﹕
液相传质﹕镀液中的水化金属离子或络离子从溶液内部向极界面迁移﹐到达阴极的双电层溶液一侧。
电化学反应﹕水化金属离子或络离子通过双电层﹐并去掉它周围的水化分子或配位体层﹐从阴极上得电子生成金属原子。有三种方式﹕电迁移﹐对流和扩散。
电结晶﹕金属原子沿金属表面扩散到结晶生长点﹐以金属原子态排列在晶格内﹐形成镀层。
电镀时﹐以上三个步骤是同时进行的﹐但进行的速度不同﹐速度最慢的一个被称为整个沉积过程的控制性环节。不同步骤作为控制性环节﹐最后的电沉积结果是不一样的。

影响电镀质量的因素
影响电镀质量的因素很多﹐包括镀液的各种成分以及各种电镀工艺参数。下面就其中某些主要因素进行讨论。
1.pH值的影响
镀液中的pH值可以影响氢的放电电位﹐碱性夹杂物的沉淀﹐还可以影响络合物或水化物的组成以及添加剂的吸附程度。但是﹐对各种因素的影响程度一般不可预见。最佳的pH值往往要通过试验决定。在含有络合剂离子的镀液中﹐pH值可能影响存在的的各种络合物的平衡﹐因而必须根据浓度来考虑。电镀过程中﹐若pH值增大﹐则阴极效率比阳极效率高﹐pH值减少则反之。通过加入缓冲剂可以将pH值稳定在一定范围。
2.添加剂的影响
镀液中的光亮剂﹐整平剂﹐润湿剂等添加剂能明显改善镀层组织。对此添加剂有无机和有机之分。无机添加剂起作用的原因是由于它们在电解液中形成高分散度的氢氧化物或硫化物胶体﹐吸附在阴极表面阻碍金属析出﹐提高阴极极化作用。有机添加剂起作用的原因是这类添加剂多为表面活性物质﹐它们会吸附在阴极表面形成一层附膜﹐阻碍金属析出﹐因而提高阴极极化作用。另外﹐某些有机添加剂在电解液中形成胶体﹐会与金属离子络合形成胶体-金属离子型络合物﹐阻碍金属离子放电而提高阴极极化作用。
3.电流密度的影响
任何电镀都必须有一个能产生正常镀层的电流密度范围。当电流密度过低时﹐阴极极化作用较小﹐镀层桔晶粗大﹐甚至没有镀层。随着电流密度的增加﹐阴极极化作用随着增加﹐镀层晶粒越来越细。当电流密度过高﹐超过极限电流密度时﹐镀层质量开始恶化﹐甚至出现海绵体﹐枝晶状﹐烧焦及发黑等。电流密度的变化的上限和下限是由电镀液的本性﹐浓度﹐温度和搅拌等因素决定的。一般情况下﹐主盐浓度增大﹐镀层温度升高﹐以及有搅拌的条件下﹐可以允许采用较大的电流密度。
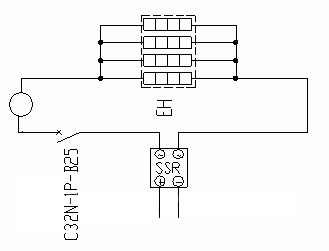
4.电流波形的影响
电流波形的影响是通过阴极电位和电流密度的变化来影响阴极沉积过程的﹐它进而影响镀层的组织结构﹐甚至成分﹐使镀层性能和外观发生变化。实践证明﹐三相全波整流和稳压直流相当﹐对镀层组织几乎没有什么影响﹐而其它波形则影响较大。
5.温度的影响
镀液温度的升高能扩散加快﹐降低浓差极化﹐此外﹐升温还能使离子的脱水过程加快。离子和阴极表面活性增强﹐也降低了电化学极化﹐导致结晶变粗。另一方面﹐温度升高能增加盐类的溶解度﹐从而增加导电和分散能力﹔还可以提高电流密度上限﹐从而提高生产效率。
6.搅拌的影响
搅拌可降低阴极极化﹐使晶粒变粗﹐但可提高电流密度﹐从而提高生产率。此外搅拌还可增强整平剂的效果。
电镀工艺
电镀工艺过程一般包括电镀前预处理﹐电镀及镀后处理三个阶段。
第一节 镀前预处理
镀前预处理的目的是为了得到干净新鲜的金属表面﹐为最后获得高质量镀层作准备。主要进行脱脂﹐去锈蚀﹐去灰尘等工作。步骤如下﹕
第一步 使表面粗糙度达到一定要求﹐可通过表面磨光﹐抛光等工艺方法来实现。
第二步 去油脂﹐可采用溶剂溶解以及化学﹐电化学等方法来实现。
第三步 除锈﹐可用机械﹐酸洗以及电化学方法除锈。
第四步 活化处理﹐一般在弱酸中侵蚀一定时间进行镀前活化处理
镀后处理
1.钝化处理。
所谓钝化处理是指在一定的溶液中进行化学处理﹐在镀层上形成一层坚实致密的﹐稳定性高的薄膜的表面处理方法。钝化使镀层耐蚀性大大提高并能增加表面光泽和抗污染能力。这种方法用途很广﹐镀Zn,Cu等后﹐都可进行钝化处理。
2.除氢处理。
有些金属如锌﹐在电沉积过程中﹐除自身沉积出来外﹐还会析出一部分氢﹐这部分氢渗入镀层中﹐使镀件产生脆性﹐甚至断裂﹐称为氢脆。为了消除氢脆﹐往往在电镀后﹐使镀件在一定的温度下热处理数小时﹐称为除氢处理。
镀锌
锌镀层的外观呈青白色﹐标准电极电位为-0.76V﹐易溶于酸﹐溶于碱﹐是曲型的两性金属。锌在干燥空气中几乎不发生变化﹐锌腐蚀的临界湿度大于70%﹐因此在潮湿大气中能与二氧化碳和氧作用生成一层主要由碱式碳酸锌组成的薄膜﹐这层膜有一定的缓蚀作用﹐锌与硫化氢等含硫化物起反应生成硫化锌﹔锌易受氯离子浸蚀﹐故在海水中不稳定。
锌在密闭或通风不良﹐空气潮湿的条件下﹐与非金属材料的挥发物(低分子羧酸﹐醛﹐酚﹐氨等)接触时﹐锌易遭腐蚀﹐生成白色疏松的腐蚀产物﹐俗称”白霜”。锌在高温﹐高湿﹐密闭条件下﹐与胶木﹐油漆﹐木材释放的挥发物接触﹐锌有生长细丝状单晶的倾向﹐俗称”长毛”
锌的标准电位比铁负﹐对钢铁而言是阳极性镀层﹐可提供可靠的电化学保护。在工业大气﹐农村大气和海洋性大气中使用的钢铁制品均可选择锌作保护层﹐其防护寿命几乎与锌层厚度成正比关系。凡属有工业废气污染的大气中﹐锌镀层的耐蚀优于镉镀层﹐在海上或海水中则相反。
锌镀层经铬酸盐钝化之后﹐耐蚀性可提高6~~8倍。故镀锌钝化处理是必不可少的的步骤。在钝化膜上进行有机染色﹐可作低档产品的防护---装饰镀层。
为降低锌镀层厚又能提高耐蚀能力﹐国内外采如下两种措施﹕一是提高钝化膜的质量﹐如用蓝色﹐绿色﹐军绿色﹐黑色钝化代替常规的彩虹色钝化膜﹐尤以军绿化钝化膜耐蚀性最好﹔二是以较薄的含铁0.3%~~0.6%的Zn-Fe合金﹐或含镍6%~~10%的Zn-Ni合金代替纯锌镀层﹐耐蚀性能提高三倍以上﹐广泛用于汽车钢板上代替镀锌。
锌镀层的使用温度不得超过2500C,在此温度上锌结晶组织变形﹐发脆﹐耐蚀性下降。有耐蚀﹐耐热要求的零件宜用Zn-Ni合金层。
镀锌电解液可分为碱性和弱酸性两大类﹐国内外常用的有无氰锌酸盐镀锌﹐氰化镀锌﹐铵盐镀锌﹐氰化物镀锌﹐硫酸盐镀锌等。就国内而言﹐无氰锌酸盐镀锌仍是主流。近年来由于镀锌添加剂的性能的改进提高﹐氰化物镀锌和低氰光亮镀锌发展较快﹐而铵盐镀锌在继续下降。
选择镀液要根据镀件材质﹐形状﹐外观要求而定﹐如冲压小件和复杂件﹐特别是需要辅助阳极的深孔或管状件宜选用碱性镀液﹔件和对氢脆敏感的零件宜用弱酸性镀锌液。当采用两种性能不同的镀液时﹐对生产十分有利。
锌酸盐镀锌
1.锌酸盐镀液的特点﹕1﹐不用剧毒的氰化物﹐废水易处理﹔2﹐镀层结晶细密﹐光泽好﹐分散能力和深镀能力接近氰化镀液﹐适合复杂形状的零件电镀﹔3﹐镀液稳定﹐操作方便﹔4﹐对设备无腐蚀性﹔5﹐综合经济效益好。这种镀液亦存在沉积速度慢﹐允许温度范围窄(高于400C不好)﹐厚度超过15um时有脆性﹐铸锻件较难电镀以及工作时会产生刺激性气体逸出﹐必须要安装通风装置等缺点。
2.锌酸盐镀液之镀液成分﹕A﹐氧化锌(纯度大于98%)﹔B﹐氢氧化钠﹔C﹐DE和DPE添加剂﹔D﹐光亮剂﹔E﹐水
3.维护管理技朮﹕A﹐严格控制锌﹐碱浓度和比值﹔B﹐主添加剂和光亮剂都只能靠经验补加﹔C﹐注意温度和电流密度的相互关系﹔D﹐极间距离及电极排布﹔E﹐杂质的危害及清除﹔F﹐可能产生的故障及纠正方法
氰化镀锌
1.氰化镀锌具有分散能力和深镀能力好﹐结晶细密﹐与基体结合力好﹐耐蚀性能好﹐工艺范围宽﹐镀液稳定易操作﹐对杂质不太敏感等优点。但是剧毒﹐严重污染境。现在大部分应用无氰镀锌﹐或低氰镀锌。
2.氰化镀锌的镀液组成﹕A﹐氧化锌﹔B﹐氰化钠﹔C﹐氢氧化钠﹔D﹐氰化镀锌光亮剂﹔
第三節 铵盐镀锌
1.从氯化铵-氨羧络合剂镀锌电解液中沉积的锌层﹐结晶细致﹐镀层光泽美观﹐分散能力和深镀能力好﹐适合于复杂零件的电镀。该工艺曾在我国普启遍应用﹐但在生产中发现该类镀液存在钝化膜易变色﹐镀液腐蚀性大﹐废水中重金属难处理﹐氨对鱼类有毒等问题。从70年代后期逐渐被锌酸盐镀锌所取代。为发挥弱酸镀锌的优点。80年代起﹐无氨氯化物镀锌在我国崛起﹐铵盐镀锌应用时不断下降。
第四節 氯化物镀锌
1.氯化物镀锌是八十年代初发展起来的光亮镀锌工艺。氯化物镀液的特点﹕A﹐是不含络合剂的单盐镀液﹐废水极易处理﹔B﹐镀层的光亮性和整平性优于其镀液体系﹔C﹐电流效率高﹐沉积速度快﹔D﹐氢过电位低的钢材如高碳钢﹐铸件﹐锻件等容易施镀。
2.氯化物镀锌镀液成分﹕A﹐氯化锌﹔B﹐氯化钾﹔C﹐硼酸﹔D﹐添加剂(主光亮剂﹐载体光亮剂﹐辅助光亮剂)
硫酸盐镀锌
1.硫酸盐镀锌的分散能力比前述几种镀锌溶液差些﹐且结晶较粗﹐为改善镀液性能﹐引入阿拉伯树胶或天然桃胶﹐对细化结晶有效果﹐但货源不足。为此近来国内外电镀工作者开发了由芳香族醛或酮磺酸盐﹐聚醚化合物和芳香族磺酸盐组合的光亮剂﹐使镀液和镀层性能获得很大改善﹐镀层细致﹐光亮。由于这种镀液成本低﹐电流效率高﹐可使用很高的电流密度﹐沉积速度快﹐适合于电镀外形简单的线材﹐带材﹐板材和管材的内壁。镀液的pH值较低﹐有的还有氯化物﹐所以对设备有腐蚀性。
2.硫酸盐镀锌镀液组成﹕A﹐硫酸锌是主盐﹔B﹐硫酸钠﹐氯化铵是导电盐﹔C﹐硫酸铝﹐明矾和硼酸是缓冲剂﹔D﹐糊精为细化结晶﹐提高分散能力﹔E﹐硫锌